





材料是社會發(fā)展的物質(zhì)基礎(chǔ)和先導(dǎo),而新材料則是社會進步的重要里程碑。21世紀是復(fù)合材料飛速發(fā)展的時代。三維編織復(fù)合材料作為復(fù)合材料的一個領(lǐng)域,是以三維整體織物作為增強體的復(fù)合材料,是20世紀80年代發(fā)展起來的一種新型織物復(fù)合材料。隨著纖維復(fù)合材料編織技術(shù)的不斷發(fā)展,編織復(fù)合材料以其優(yōu)異的性能逐漸顯示出較強的競爭力。RTM工藝則是綜合性能最好的一種成型工藝,和其它傳統(tǒng)復(fù)合材料生產(chǎn)技術(shù)相比,RTM有許多優(yōu)點:能夠制造高質(zhì)量、高精度、低孔隙率、高纖維含量的復(fù)雜復(fù)合材料構(gòu)件,是成型三維整體編織構(gòu)件的有效方法。RTM-三維編織技術(shù)融合了RTM與三維編織各自的特點,從而使制品具有更加優(yōu)異的性能。以RTM工藝制作的三維整體編織復(fù)合材料,可大幅度提高層間剪切強度和整體損傷容限,使復(fù)合材料由原來的次承力結(jié)構(gòu)件成為主承受構(gòu)件之一。
2 RTM工藝及發(fā)展
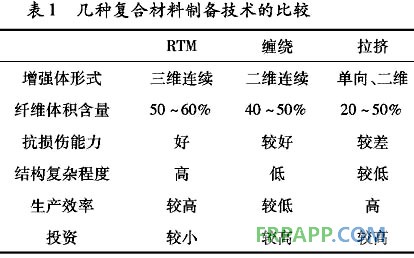
RTM是樹脂傳遞模塑工藝的縮寫(Resin TransferMolding),一般指在模具的型腔里預(yù)先鋪放增強材料,合模后,在一定的溫度和壓力下將樹脂注入模具,浸漬織物增強體并固化,最后脫模得到制品的一種工藝。RTM成型工藝是從濕法鋪層和注塑工藝演衍生出來的一種新的復(fù)合材料成型工藝,是目前航天航空先進復(fù)合材料的發(fā)展方向之一。運用于航天產(chǎn)品的RTM成型工藝制造的復(fù)合材料,其使用的纖維增強體采用編織成型,產(chǎn)品價格較高,但隨著國內(nèi)多家企業(yè)對編織技術(shù)、編織機械的大力發(fā)展,編織體的價格已www.gesep.com環(huán)保大幅下降,為RTM成型技術(shù)在航天產(chǎn)品的廣泛應(yīng)用提供了可能。RTM技術(shù)是一種適宜多品種、中小批量、高質(zhì)量復(fù)合材料生產(chǎn)的成型技術(shù),近年來得到聲迅速發(fā)展。美國國家宇航局對RTM給予了高度重視,并認為該技術(shù)是制造結(jié)構(gòu)材料的一種成本低、效益好的方法。RTM與纏繞、拉擠等幾種復(fù)合材料制備技術(shù)的綜合比較見表1。從表1可以看出,RTM在這幾項低成本制造技術(shù)中的綜合優(yōu)勢是明顯的。
進入21世紀后,RTM技術(shù)朝著高技術(shù)、多領(lǐng)域方面發(fā)展,伴隨而來的是清潔、自動、快速、低成本、高質(zhì)量的復(fù)合材料制造技術(shù)和低壓力、低投資的設(shè)備及模具。進一步研究缺陷形成機理和影響因素,建立高效、準確的RTM成型工藝過程和模擬模型、相關(guān)軟件和技術(shù)的進一步完善,可使其對實際制造過程具有準確的預(yù)測、指導(dǎo)和實時控制功能,以保證構(gòu)件的內(nèi)部質(zhì)量,降低材料孔隙率,提高纖維體積含量。RTM技術(shù)發(fā)展將成為復(fù)合材料主要制造技術(shù)之一。
3 三維編織復(fù)合材料及發(fā)展
傳統(tǒng)層合復(fù)合材結(jié)構(gòu)抵抗損傷導(dǎo)致的層間破壞能力較低,因此使得研究人員致力于研發(fā)一種全新概念的復(fù)合材料三維編織復(fù)合材料。三維編織預(yù)制件及其復(fù)合材料除了有著傳統(tǒng)復(fù)合材料所固有的重量輕、強度高等優(yōu)點外,還有著傳統(tǒng)復(fù)合材料所不具備的結(jié)構(gòu)特點。傳統(tǒng)的復(fù)俁材料制件層與層之間存在純基體區(qū),即層與層之間沒有纖維增強。由于基體的性能比較低,傳統(tǒng)的層合板復(fù)合材料具有一些難以克服的弱點,如厚度方向的剛度和強度低、面內(nèi)剪切和層間剪切強度低、易分層、沖擊韌性和損傷容限水平低等。三維編織復(fù)合材料則克服了傳統(tǒng)復(fù)合材料分層的缺點,從理論上講三維編織復(fù)合材料可以達到任意厚度,而且沿厚度方向有纖維增強,形成了不分層的整體網(wǎng)狀結(jié)構(gòu)。從不同結(jié)構(gòu)的三維機織預(yù)制件的橫截面看,編織物的厚度方向有纖維穿過,并且與沿其它方向分布的纖維相互交織、交叉在一起,是一個完全的整體結(jié)構(gòu),根本不存在“層”的概念。因此,三維編織復(fù)合材料具有良好的層間性能、抗沖擊性能和其他一些優(yōu)良性能。同時,三維編織復(fù)合材料可以直接織造成各種異型件,避免了后加工造成的纖新能源維損傷,提高了復(fù)合材料的損傷容限。美國宇航局從20世紀80年代末開始的先進復(fù)合材料技術(shù)(ACT)計劃,對編織復(fù)合材料進行了全方位的研究,并取得了一系列的成果,編織復(fù)合材料納入了紡織工業(yè)的自動化生產(chǎn)概念。作為一種在工程上很有應(yīng)用潛力的編織復(fù)合材料,三維編織增強體RTM成型的復(fù)合材料得到了工程界的重視,在研發(fā)工作上也取得了很大的成績,具有很好的發(fā)展前景。
4 RTM-三維編織材料及其應(yīng)用
RTM-三維編織復(fù)合材料是一種新型的、性能優(yōu)異的結(jié)構(gòu)材料,是采用編織方法先將纖維做成預(yù)制件,然后采用RTM工藝將低粘度的樹脂注入到已鋪好預(yù)制件的模具中,最后進行固化。由于RTM工藝對制件不施加外力,而是借助注射壓力將液態(tài)樹脂注放密封的模腔,因此不會改變織物的原結(jié)構(gòu),是成型三維編織復(fù)合材料較為理想的工藝。采用新型的編織方法, 用RTM工藝成型的RTM-三維編織復(fù)合材料克服了傳統(tǒng)復(fù)合材料諸多不足,獲得了優(yōu)異的力學(xué)性能,因而逐漸得到了人們的重視。雖然用RTM成型三維編織復(fù)合材料技術(shù)上存在著許多優(yōu)點,但目前國內(nèi)外的RTM技術(shù)在成型三維編織復(fù)合材料還存在一些難點和問題:大面積、結(jié)構(gòu)復(fù)雜的模具型腔內(nèi),模塑過程中樹脂的流動不均衡,而這個動態(tài)過程無法觀察,難以進行預(yù)測和控制;樹脂對纖維的浸漬不夠理想,制品內(nèi)存在空隙率較高、纖維干斑等現(xiàn)象。要解決上述難點和問題,在現(xiàn)有的基礎(chǔ)上改進RTM-三維編織復(fù)合材料的成型工藝是一條有效的途徑。
三維編織解決了增強材料的整體成型問題,而RTM工藝正是適于整體成型的一種工藝方法,促進了其在航空、航天領(lǐng)域的應(yīng)用。RTM三維編織復(fù)合材料是完全的整體結(jié)構(gòu),它的比強度、比模量高,具有優(yōu)良的力學(xué)性能,使采用復(fù)合材料來制作主承力結(jié)構(gòu)件和特殊的多功能制件成為可能。目前,采用RTM-三維編織復(fù)合材料可以制作飛行器、汽車等上面的多種不同形狀的承力梁、接頭、多種形式的耐燒蝕、承力的圓筒型、錐筒型的制作,還可在人造生物組織方面發(fā)揮作用,制作人造骨、人造韌帶,以及制作接骨板等。RTM-三維編織復(fù)合材料具備其它材料所無法達到的性能,大大減輕了這些制件的重量,并且使其性能得到提高。RTM-三維編織復(fù)合材料具有廣闊的發(fā)展前景,是許多高新技術(shù)領(lǐng)域中不可缺少的一種新材料。










 魯ICP備2021047099號
魯ICP備2021047099號