





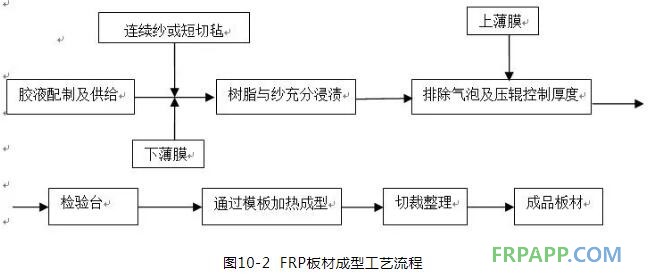
一、成型工藝流程
無論我國或國外,波紋板成型工藝流程及工藝原理大致相同,僅設備機構和某些工藝措施存在差異。根據制品的波紋方向相對于成型過程中制品前進的方向,FRP波紋板成型工藝分為橫波成型和縱波成型兩種,其工藝流程如圖10-2。
由于橫向成型設備國內沒有,國外也很少,實用性不大,這里就不做介紹。
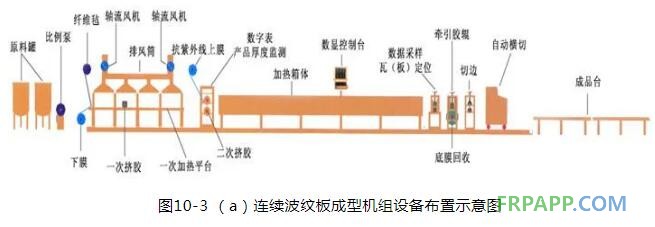
二、FRP板材連續成型機組
FRP連續成型機組示意圖如圖10-3所示。

以此類推,一般連續生產的FRP板材厚度不超過4mm,如有特殊需要或特殊板型以上用短切玻璃氈的組合可以做適當調整。
設備原理及生產過程:
(1)自動配料和樹脂浸漬
樹脂、促進劑及固化劑通過比例泵,被準確計量后進入混合器。均勻混合后的樹脂落在張緊的下層薄膜上,經過專門機構形成樹脂層。樹脂的施放數量由可調的刮刀進行控制。連續纖維經過切刀被切割成定長的纖維均勻灑落到樹脂層上(或者短切纖維氈鋪放到樹脂層上),查看更多復材工藝文章登錄復材應用技術網,進行浸膠,并通過一個加熱區加速浸漬速度。上部再放一層防老化膜,這樣上下薄膜間的玻璃纖維與樹脂層組成一個夾層帶,通過后面的輥壓機構排除汽泡并確定產品厚度,其厚度可以通過調節裝置精確調節。
(2)膠凝、成型與固化
夾層帶通過不同的模板逐步形成要求的波形,然后進入固化爐,來自熱交換器的熱空氣和夾層帶自身固化放出的熱量,使夾層帶固化定型。
(3)薄膜卷取
離開加熱爐后的波紋板在空氣中冷卻,下薄膜可以揭開并反卷,以備處理。
(4)玻璃鋼板材切割
固化了的波紋板經過牽引機牽引進入切割裝置,首先用可以邊鋸切成要求的寬度,再由橫切鋸將產品切成要求的長度。切割時采用水冷卻切割鋸片并除塵,含有粉塵的水漿經沉淀池深水沉淀后排出。
(5) 設備控制功能
按照生產工藝要求,可調節比例泵,使各種原料按要求的比例自動配比。浸膠臺的溫度可以自動控制,確保浸漬和排放汽泡充分。爐體溫度分三個溫度梯度,各區溫度分別自動控制,通過調節電加熱器、引風機、排風扇,使各區溫度能夠更好的滿足生產要求。按照生產工藝要求,牽引速度可以任意調節。調整切割鋸的行走速度,使之與產品主牽引速度相匹配。根據生產要求,切割長度任意。生產線可由自控系統或手動操縱,以保證生產的正常進行。
工藝參數確定及品質控制
FRP波紋板成型過程中,影響制品性能和質量的因素較多,包括樹脂膠液配方,增強材料、工藝參數、工藝措施等。
一、樹脂膠液配方
1、常溫固化配方
FRP板材的樹脂膠液的配方是在通用不飽和聚酯樹脂的常溫固化配方基礎上,考慮常溫配方但是加熱成型等因素,來進行調整。
不飽和聚酯樹脂 100份 異辛酸鈷(或萘酸鈷) 0.1-0.5份
過氧化甲乙酮 2份
如生產二級阻燃板材,因為阻燃劑三氯乙基磷酸酯(TCEP)有阻聚作用,考慮將促進劑異辛酸鈷(或)的用量加大(直接使用反應型阻燃樹脂除外)。添加阻燃劑是不能達到以及阻燃效果的,應控制添加量不要超過17%,否則板材力學性能和耐候性根本無法保證。
2、高溫固化配方:添加TBPB或TBPO,在高溫100℃以上開始固化成型。
3、光固化:使用光固化引發劑,紫外線照射引發固化反應。目前生產過程中使用的并不多(一般在膠衣板材的膠衣凝膠部分使用),但也是一個發展方向。
二、樹脂用量及控制方法
FRP板材樹脂投料量的控制是通過調節上下刮膠刀之間的間隙來實現。一般控制在64~70%的樹脂含量,這樣就會計算出一定速度厚度的板材每小時用膠量,可以作為樹脂配料的參考。有效的入膠量調節依賴于實踐經驗,因為隨著混合樹脂粘度變化(阻燃劑的加入、色漿的加入、填料的加入都會影響混合樹脂粘度的變化)、工作溫度變化、車速變化都會影響上下刮膠刀之間能夠有效涂布在薄膜上的樹脂量。現在國內先進的設備已經可以自動伺服跟蹤調節樹脂添加量,但前期需要以生產廠家大量的經驗數據為基礎,還要加上很強的實踐操作。
三、纖維的用量及調控
1、如果FRP板材選用短切玻璃纖維氈作為增強材料,則板材厚度和纖維布置如下:
|
板材厚度 (mm) |
0.8 |
1.0 |
1.2 |
1.5 |
2.0 |
2.5 |
3.0 |
|
|
短切氈配置 EMC(克) |
300 |
450 |
300+300 |
300+450 |
450+450 |
300+450+450 |
450+450+450 |
2、FRP板材選用短切紗作為增強材料,最直接的測量方式:切紗設備開一定的轉速,灑落1米長,1米寬的短切紗絲,收起,稱重,然后按重量和轉速的線性關系來控制投紗量。現在的設備在紗的控制方面操作相對簡單得多,只要準確的第一次測量完畢,確定了正確的線性比例,剩下的事情就是在操作端輸入板材厚度和需要的含紗量就完成了,通過變頻器對厚度的同步跟蹤控制,決定了車速的變化對它不再有影響。
四、FRP板材厚度及檢驗臺控制
根據板材要求的厚度來調節厚度控制輥間隙。在厚度控制輥前面,樹脂和纖維應良好浸潤,只要前面比例控制得當,厚度控制輥這里自然形成一層樹脂堆積帶,保證了板材內氣泡絕大部分被趕出,有一些遺留,在檢驗臺部分還有時間將氣泡排除。國標規定FRP板材厚度公差范圍±0.1mm,很多工廠自行制定的厚度公差為±0.05。這只是一種近乎理想狀態的規定,平板及小波紋板材(如波高15mm)很容易實現,而波峰很高的板材(波高140mm)絕對無法控制在這個范圍,所以GB/T14206-2005如果再進行修訂建議考慮波高對板材斷面厚度偏差的影響,進而規定一個和板材波高相關的厚度公差范圍。。
五、FRP板材成型和烘箱控制
FRP板材經過檢驗臺進入烘箱(成型區),在十幾道到幾十道(根據對板材斷面形狀的復雜程度和精度要求而定)模板的控制下,經過預成型及凝膠固化,最后進入到后固化區。在整個固化成型過程中,每段對溫度的要求不同,烘箱沒有明顯的分界線,根據功能性分為預成型區、凝膠固化區、后固化成型區。
前面9m烘箱一般視為預成型區,內裝模板,查看更多復材工藝文章登錄復材應用技術網,板材斷面形狀好壞完全取決于模板。生產前溫度要加熱到90℃左右,待到連續生產達到平衡時溫度一般控制在55~70℃。
中間12米烘箱是凝膠固化區,內裝模板,繼續控制板材斷面,開始凝膠固化并有一定強度。此段溫度應控制在70~90℃。但是如生產的板材是一級阻燃類,則溫度和車速都相應要低一些,因為一級阻燃樹脂后固化放熱很劇烈,如果這里溫度過高,則后面后固化區成形的板材會因溫度太高而被燒得變黃;如果是二級阻燃添加烈性板材,這里的溫度很難超過70℃,而且后固化區溫度更低。
后端12米烘箱是后固化成型區,這里已經沒有模板,板材已經有了較高的強度,在加熱中繼續固化反應,直至達到較高的固化度85%以上。此段沒有太嚴格的溫度控制,但不能太高,在生產一級阻燃和厚度較厚板材時,應配備冷風降溫散熱設備,以保證板材質量。
對于模板尺寸,除了按板材斷面尺寸所有線性長度不變外,查看更多復材工藝文章登錄復材應用技術網,還要考慮樹脂固化收縮率,所以模板的有效寬度應略大于成品板材有效寬度,這是一個經驗數字(板材成型溫度、厚度、板型都對收縮有影響)。
FRP板材在固化度達到85%就可以下線作為成品銷售,所以在FRP板材生產出來一年內強度都在增加。
注:以上溫度為常溫固化配方加熱成型溫度控制參考溫度,如選用高溫固化配方,則溫度相應調整為110℃、130℃、90℃左右。
六、切割與堆放
FRP板材后固化初步完成后,經冷卻、縱切(去掉兩側毛邊)、橫切(按要求長度尺寸)、標識成為成品板材。以前縱切都是電動鋸切割,在2004年后越來越多的廠家使用無動力剪式切割,優點是無灰塵,這在環保要求越來越高的今天有極高的意義。
產品堆放中應注意板與板之間能緊密貼合的板型如平板、V-820、V-900等,盡量避免太多層板疊放,因為這樣堆放可能會造成后固化再繼續,而固化放熱排不出,最后中間的板材會因高溫而變成黃色。
為了生產出更好的板材,一般設備會在樹脂刮刀和厚度控制輥之間的臺面下設置加熱設備,以便樹脂玻纖更好的進一步浸潤。上下薄膜的張緊程度和通過展平輥后的平整度也會影響板材外觀質量,車速(一般為3~6米)的加快也會使板材表面發花氣泡增加,原材料的選用當然是更大的影響板材內在質量的重要因素。因此質量的控制是多方面因素,只有每個環節的嚴格控制才能生產出優質的板材。










 魯ICP備2021047099號
魯ICP備2021047099號