





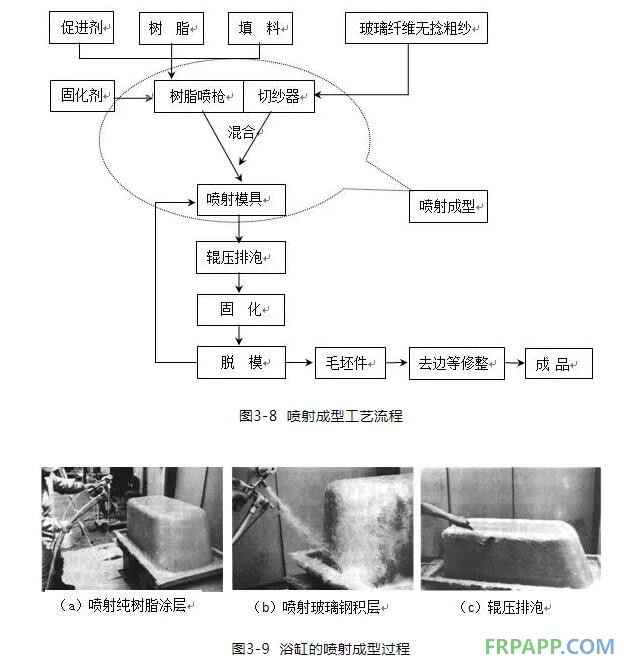
噴射成型工藝流程和工藝參數(shù)1、噴射成型工藝流程 噴射成型工藝流程如圖所示:
2、噴射工藝參數(shù) 在噴射成型時,大部分工藝參數(shù)都是對通過操作設(shè)備來控制的,所以,選用不同類型或不同型號的噴射機,其控制參數(shù)的操作會有不同,實際生產(chǎn)中,要結(jié)合設(shè)備自身的參數(shù),制定該設(shè)備專用的操作說明書,標明控制點及控制范圍。以氣動柱塞外混噴射機為例,噴射成型操作時需要控制的,或可以調(diào)整的參數(shù)主要有以下幾項: (1)引發(fā)劑比例 噴射系統(tǒng)中,促進劑用量一般是固定的,引發(fā)劑用量可根據(jù)環(huán)境(溫度和濕度)和制品的要求在0.5%~4%之間調(diào)整,故每次噴射前應(yīng)作凝膠試驗。在噴射裝置中,一般先將樹脂與促進劑按固定比例充分混合,也可從廠家直接購進預(yù)促型樹脂,然后將樹脂與引發(fā)劑分別通過樹脂泵和引發(fā)劑泵在噴槍內(nèi)部或外部混合。 (2)樹脂泵壓力 樹脂泵壓力主要根據(jù)樹脂溫度、黏度、噴涂面積等因素選擇,通常通過試驗確定。壓縮空氣管徑和管長對出口壓力也有較大影響。當壓力合適時,噴在模具上的樹脂無飛濺、夾帶的空氣少,氣泡能在1~2分鐘內(nèi)自行消失,表明噴涂面寬度適中,故可以此作為調(diào)節(jié)壓力的標準。 (3)噴射量 噴射量太大,影響制品質(zhì)量,噴射量太小又降低生產(chǎn)效率,因此應(yīng)控制適中。噴射量與噴射壓力和噴嘴直徑有關(guān),改變動力源壓力可以調(diào)節(jié)噴射壓力。噴嘴直徑在1.2~3.5mm之間選擇,可使噴射量速度在8~60克/秒之間調(diào)整。 (4)噴槍夾角 預(yù)加速樹脂和引發(fā)劑在噴槍外的混合程度與噴槍出口的夾角有關(guān)。不同夾角噴射出來的樹脂混合交距不同,一般噴槍夾角為20度,噴槍口與模具表面距離為350~400mm,這樣便于操作,膠液混合的質(zhì)量均勻。如果要改變噴射距離,則需調(diào)整噴射夾角以保證樹脂在到達成型面前交集混合。確定噴射距離時,要考慮制品的形狀和膠液飛散等因素。 (5)纖維與樹脂的混合 被切斷的纖維在落到模具之前應(yīng)與噴出的樹脂系統(tǒng)充分混合以防止制品中纖維和樹脂分布不均勻。 (6)噴射走向 一般的噴射走向是從上到下、從右到左、平行、勻速地移動,不能走弧線。相鄰的兩個行程間的重疊寬度為前一個行程寬度的三分之一以便得到一個均勻連續(xù)的纖維層。前一層與后—層的走向應(yīng)交叉或垂直以達到均勻覆蓋的目的。噴槍與噴涂面的夾角最好為90度。 (7)纖維品種、含量與長度 噴射用無捻粗紗在制品中的含量(質(zhì)量分數(shù))通常控制在30%左右。低于25%輥壓方便,但制品強度太低;纖維含量高于45%時輥壓困難,氣泡也較多。纖維長度以25mm為宜(1英吋)。 通過設(shè)備參數(shù)的調(diào)整,最終實現(xiàn)對噴射速度、混合效果、纖維含量的控制;通過操作工人的操作,實現(xiàn)產(chǎn)品厚度的均勻性、可控性和對復(fù)雜產(chǎn)品的工藝適應(yīng)性。如果剛剛接觸噴射成型操作,相關(guān)參數(shù)設(shè)定及其效果判斷還不熟練時,要放慢速度,仔細摸索其中規(guī)律,噴射工藝總體來說對操作人員的依賴還是十分明顯的,熟練的噴射工可以憑經(jīng)驗調(diào)整各種參數(shù),并以浸漬狀態(tài)判斷纖維含量,最終成型高質(zhì)量的噴射產(chǎn)品。即使是同一產(chǎn)品,對于不同局部的厚度、纖維含量等的要求也可能存在區(qū)別,機械地調(diào)整各參數(shù)只能符合一般性要求,具體情況還需要具體分析對待,久而久之,才能熟練掌握噴射成型工藝。 噴射成型工藝要點 (1)成型環(huán)境溫度 噴射成型宜在20℃~35℃之間進行,高溫環(huán)境中,樹脂固化過快,不好控制,影響制品質(zhì)量;溫度過低時,膠液黏度驟增,浸漬困難,固化慢。 (2)制品噴射成型工序要盡量標準化,以免人為因素產(chǎn)生過大的質(zhì)量差異。 (3)為避免壓力波動,造成噴射量不穩(wěn)定,噴射機應(yīng)由獨立管路供氣,氣體要徹底除濕,以免影響固化。 (4)盛裝膠液的容器最好有加熱保溫功能,以保證膠液的黏度適宜。 (5)噴射開始時,應(yīng)注意纖維和樹脂的噴出量,調(diào)整氣壓,以達到規(guī)定的纖維含量。 (6)纖維切割不準時,要調(diào)整切紗器的輥間距,并調(diào)整氣壓。必要時,需用轉(zhuǎn)速表重新校驗切紗轉(zhuǎn)速。 (7)噴射成型時,在模具表面先噴涂一層樹脂,然后再開動切紗器,噴射最初和最后層時,應(yīng)盡量薄些,以獲得光滑的表面。 (8)噴槍移動速度要均勻,不允許漏噴,不能走弧線,相鄰兩個行程間重疊寬度應(yīng)為單行程的三分之一,以得到均勻連續(xù)的涂層,每層涂層的走向應(yīng)交叉或垂直以使均勻覆蓋。 (9)每個噴射面噴完后,立即用壓輥輥壓,要特別注意凹凸表面,排出氣泡后再噴下一層。 (10)特殊部位的噴射,噴射制品曲面時,噴射方向應(yīng)始終沿曲面的法線方向;噴射溝槽時,應(yīng)先噴四周和側(cè)面,然后再在底部補噴適量纖維,防止底部的樹脂含量過高;噴射轉(zhuǎn)角時,應(yīng)從夾角部位向外噴射,防止在尖角處出現(xiàn)膠集聚。 噴射成型制品存在的問題是離散系數(shù)大,其分散性比手糊成型工藝還高(見下表),且噴射成型工藝對每個操作者的操作技能要求比較高,這就要求在進行 噴射產(chǎn)品設(shè)計時應(yīng)注意以下幾點: (1)在進行結(jié)構(gòu)設(shè)計前,先進行工藝參數(shù)的確定,以確保產(chǎn)品達到設(shè)計要求; (2)根據(jù)所定工藝參數(shù),制作噴射樣板,并進行各項性能測試,測試數(shù)據(jù)為結(jié)構(gòu)設(shè)計的重要依據(jù); (3)在主要受力部位,可采用噴射短切紗與方格布結(jié)合使用的方法,來提高材料的機械性能,滿足制品的使用條件。
噴射成型制品的質(zhì)量控制 噴射成型制品的缺陷與防治 1、流掛現(xiàn)象(垂流)
2、浸漬性差
3、脫落現(xiàn)象
6、空洞和氣泡
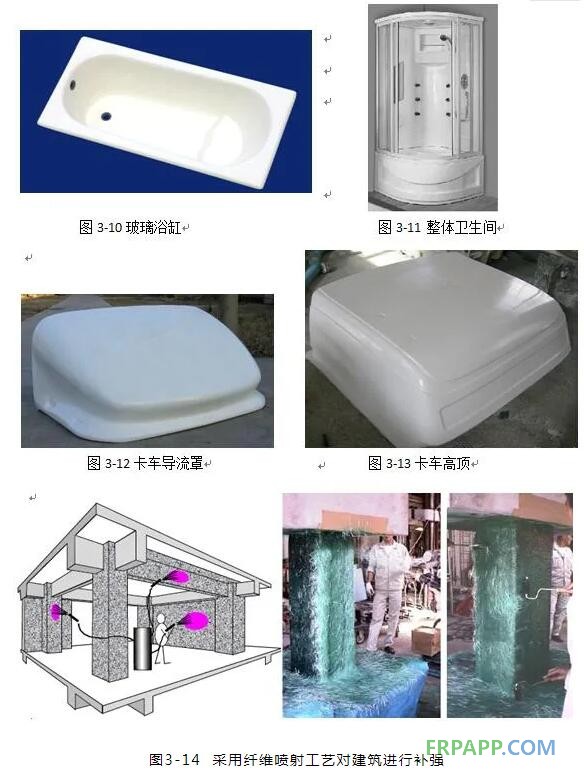
質(zhì)量控制 噴射工藝存在的最大問題是分散性大,為降低分散性,必須使材料、技術(shù)、設(shè)備維護、工藝管理制度化,標準化。 (1)驗收材料的檢驗項目 樹脂:固化特性、黏度、觸變指數(shù) 粗紗:硬挺度、浸漬性、切割性、分散性 (2)操作標準 噴射參數(shù)及噴射方法、脫泡方法、缺陷的解決方法。 (3)工程管理項目 樹脂溫度、模具、噴射時樹脂與纖維比例,噴射量,重量、固化溫度、模具溫度、產(chǎn)品固化后的硬度。 (4)設(shè)備管理項目 噴射成型化、泵、空氣壓縮機、固化爐、輸送管道。 質(zhì)量控制的主要檢測指標 為了確保生產(chǎn)出質(zhì)量滿足要求的制品,必須實施經(jīng)過充分研究的管理系統(tǒng),確定的生產(chǎn)管理。而產(chǎn)品的檢驗是這個生產(chǎn)管理中十分重要的一項。產(chǎn)品檢驗大致分為:常規(guī)檢驗和性能檢驗。 1、常規(guī)檢驗 (1)目測 依靠肉眼對中間產(chǎn)品及成品的內(nèi)、外表面進行觀測,看是否有缺陷和傷痕等。檢驗時要特別注意涉及增強材料的損傷、纖維分布不均,裂紋,浸漬不良,污垢等 (2)重量檢驗 由制品的重量來檢驗材料用量。重量在規(guī)定范圍以外,視為不合格。 (3)厚度檢驗 作為制品的檢驗內(nèi)容,除重量外還要檢驗厚度,厚度可以使用螺旋測微儀或者測厚卡鉗等工具。 (4)其他 常規(guī)檢驗的其它項目有尺寸檢查,功能檢查,結(jié)構(gòu)檢查等。 2、性能檢驗 性能檢驗的主要項目有:結(jié)構(gòu)部件及重要組成部分的強度檢驗(拉伸強度、拉伸彈性模量、彎曲強度、彎曲彈性模量、硬度、耐腐蝕性等),還有對制品整體的強度試驗。各項檢測的控制指標,對于不同的產(chǎn)品來講有不同的要求,檢測時可根據(jù)相關(guān)的標準進行產(chǎn)品質(zhì)量的評定。 典型產(chǎn)品及工藝發(fā)展 目前,噴射成型工藝主要應(yīng)用于大型玻璃纖維增強聚酯樹脂產(chǎn)品的制造,建筑物補強等領(lǐng)域,代表性產(chǎn)品如浴缸、整體衛(wèi)生間、卡車導(dǎo)流罩、高頂、凈化槽、船身、機罩及容器與管道的內(nèi)襯層等等。
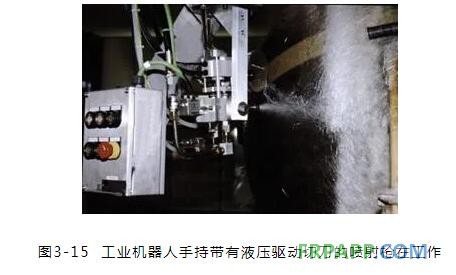
隨著復(fù)合材料工業(yè)的迅速發(fā)展,成型設(shè)備及原材料體系都不斷得到改進行和完善,噴射工藝也是如此。 原材料方面,有一種美國開發(fā)的hyrizon樹脂是聚酯樹脂與異氰酸樹脂共混得體系用于噴射成型,其特點是纖維伏倒性好,幾乎不需要除泡操作,大大提高了生產(chǎn)效率,且其固化后的玻璃鋼性能也好于聚酯樹脂。該樹脂使用前是雙組分,A組分是異氰酸酯與苯乙烯的混合物,B組分是聚酯樹脂與酯化反應(yīng)催化劑的混合物,當噴射成型時在噴槍處混合,聚酯樹脂與苯乙烯混合后發(fā)生交聯(lián)反應(yīng),異氰酸酯與酯化反應(yīng)催化劑混合發(fā)生酯化反應(yīng),兩種反應(yīng)產(chǎn)物相互糾纏到一起形成復(fù)合高分子物 ,固化物兼有聚酯樹脂的強度和剛度及聚異氰酸氨酯的韌性,耐水性,耐腐蝕性也優(yōu)異。 設(shè)備方面,美國格拉斯公司推出的第三代外混型噴射機,其特點是維修簡便,無需清洗,不易阻塞,提高了物料的利用率。其外混噴槍的特點是:實現(xiàn)了固化劑和樹脂的完全均勻混合,混效果好過內(nèi)混型設(shè)備,同時該噴槍還增加了空氣助流包容技術(shù),在噴射出的物料周圍形成一道“氣幕”,有效降低的物料的飛散,較其它設(shè)備,既能更好的改善工作環(huán)境,提高產(chǎn)品質(zhì)量,并且由于減少了飛散,提高了材料的利用率,降低了產(chǎn)品成本。 瑞典Aplicator公司制造了采用工業(yè)機器人進行噴射生產(chǎn)的設(shè)備,采用連續(xù)供料系統(tǒng),由機械手攜帶噴槍進行噴射操作,所有相關(guān)參數(shù)均數(shù)字化并可進行預(yù)先設(shè)定,編程控制,這一自動化的改進,把操作人員從惡劣的環(huán)境中解脫出來,同時操作的穩(wěn)定性、均勻性、產(chǎn)品重現(xiàn)性均大大優(yōu)于人工操作,解決了噴射工藝離散性大的問題。
4、固化不足及固化不勻
5、粗紗切割不良
7、玻璃纖維堆積
|
產(chǎn)生的原因 |
解決措施 |
|
樹脂黏度太大 |
保證樹脂黏度,觸變性,浸漬性及固化特性 |
|
粗紗粘接劑太軟 |
選擇更硬的粘接劑 |
|
噴出的纖維量不勻 |
使樹脂和纖維的噴射速度一致,均勻噴射 |
8、厚度不勻
9、白化及龜裂










 魯ICP備2021047099號
魯ICP備2021047099號