





第一節概述
噴射成型工藝是利用噴射設備將樹脂霧化,并與即時切斷的纖維在空間混合后,落在模具面上,然后壓實排出氣泡,固化成型的一種工藝方法。噴射成型是在手糊的基礎上發展起來的,其將手糊操作中的纖維鋪覆和浸膠工作由設備來完成,是一種相對效率較高的成型工藝。
一、分類
噴射成型工藝有多種分類方法
按噴射的動力形式可分為氣動型和液壓型
氣動型是由壓縮空氣從噴嘴高速流出,引射噴出樹脂的一種方式,特點是霧化效果好,但飛濺嚴重,操作環境極差。
液壓型是采用常規動力給封閉腔內的樹脂施加一定的壓力,再經槍口射出,利用噴嘴的特殊結構進行霧化,其特點是減輕了飛濺,改善了操作環境。
2. 按膠液的混合形式可分為預混型、內混型和外混型三種類型
預混型是指樹脂液體在加入噴射設備之前就將各組分混合好,再送入設備經噴嘴噴出,其主要特點是設備簡單,但需要清洗全部管路,容易出現樹脂固化堵塞。
內混型是指將樹脂和固化劑等組分在槍頭內部的紊流混合器內混合后,經噴嘴噴出,查詢更多復材工藝登錄復材應用技術網,其特點是沒有直接霧化固化劑,環境污染小,但槍頭部分仍需要清洗,如有不當,會造成堵塞。
外混型是指樹脂和固化劑均單獨、同時噴出槍嘴霧化,在霧化空間中混合的一種類型,其特點是:可實現槍頭免清洗,但由于固化劑的單獨霧化,對環境造成的污染比較嚴重。
二、 噴射成型工藝的優缺點
噴射成型是由手糊成型發展而來,主要針對手糊工藝中的一些瓶頸問題進行改進,如增強材料的鋪覆以及樹脂的均勻浸漬等,噴射成型工藝與手糊工藝相比,主要有如下優點:
(1)生產效率是手糊工藝的2-4倍;
(2)利用粗紗代替織物,降低了材料成本;
(3)成型過程中無接縫,制品的整體性好;
(4)可在生產過程中,自由調節產品壁厚、纖維含量及纖維長度等;
(5)可以加入大量的填料,降低成本。
噴射工藝的缺點主要有:
(1)產品纖維含量、厚度均勻程度等很大程度上取決于操作工人的技術水平,可控性較差。
(2)增強材料以短切形式存在,樹脂含量較高,產品強度不高;
(3)操作過程中由于需要霧化和分散,原材料的損耗較大;
(4)由于霧化和分散的原因,操作現場環境差;
(5)陰模成型比陽模成型難度大,大型制品比小型制品更適合噴射工藝;
(6) 由于需要設備,初期投資比手糊方法要大。
噴射工藝的材料及模具
一、原材料的選擇
合理的選擇原材料是保證產品質量,降低產品成本的重要環節,原材料的選取一般要滿足以下要求:產品要求的各種性能指標;適應噴射成型的工藝特性;價格低,貨源充足等。
1.符合噴射成型工藝的樹脂
用于噴射成型的樹脂,一般要滿足以下條件:
(1)黏度 對于噴射成型工藝,要求樹脂易于噴射并易于霧化,這樣才能更好的浸潤玻璃纖維,還可以加入更多的填料,以降低產品成本。如樹脂黏度過大,噴出、霧化、浸潤都可能出現問題。一般可選用黏度為0.3-0.8Pa·s之間的原料樹脂。
(2)觸變性 觸變性是噴射成型樹脂最重要的特點,因為在針對大型或有垂直面的模具進行操作時,樹脂很容易流動,造成較高位置出現干紗,如果采用黏度更大的樹脂或增加填料用量,一是不易浸漬纖維,二是輥壓時排泡困難,無法進行,所以樹脂的觸變性顯得尤為重要,其作用是盡量保證樹脂留在所噴落的位置不流動。噴射工藝中樹脂的觸變性一般控制在1.5~4。
(3)固化特性 噴射操作需要一定的時間,而且產品的大小形狀的不同,操作時間也會有差異,這就需要所用樹脂有較適宜的固化特性和可控性。
(4)浸漬脫泡性 要求樹脂對纖維的浸潤性要好,經過輥壓浸漬,氣泡容易排出。
目前用于噴射成型的樹脂體系主要為不飽和聚酯樹脂和乙烯基酯樹脂,大部分產品均采用室溫固化體系,為進一步提高生產效率,也有采用80℃以下中溫固化體系材料。
2.符合噴射成型工藝的纖維
從成型工藝角度考慮,纖維應滿足以下基本條件:
(1)硬挺度適當,切割性良好;
(2)不易產生靜電,分散性好;
(3)浸漬性好,浸漬速度快;
噴射成型工藝中采用的增強材料是玻纖粗紗,為防止其快速運動和磨擦中產生靜電,常用的表面處理劑以沃蘭為主,現在又開發了切割性較好的硅烷系處理劑。
纖維分散性好是保證噴射制品厚度及均勻性的重要因素,同時也能使之與樹脂的混合更充分,從而使噴射在立面上的纖維不易脫落。也能夠加速浸潤過程。
二、噴射成型用模具
模具是噴射成型中必不可少的依托工裝。噴射工藝中合理的模具設計同樣是質量和成本的重要決定因素之一,在模具設計中,需要考慮的主要有以下因素。
(1)符合產品設計的精度要求;
(2)有足夠的強度和剛度,能夠承受生產過程中接觸的外力作用;
(3)脫模性良好;
(4)對產品的收縮放量有充分的考慮,噴射產品的樹脂含量一般較高,成型后的制品收縮率也相對較大,在模具設計中,特別是陰模成型時,要充分考慮材料收縮將會給產品尺寸帶來的影響;
(5)模具的圓角設計,在產品允許的范圍內,模具的圓角設計得越大,越有利于噴射成型;
噴射成型的設備及輔助工具
噴射成型設備,從簡單的噴射成型機到自動化的噴射成型生產線,經歷了一個較長的發展過程。噴射成型工藝所用的主要設備是噴射機。國外在60年代已經開始了噴射設備的研制開發工作,目前在用的噴射設備,大部分是歐美國家生產的設備,由于材質技術、加工精度及市場等因素影響,國產噴射機的發展較為緩慢。
噴射機主要由樹脂輸送系統、樹脂噴射系統和無捻粗紗切割系統組成,即輸料泵、噴槍和切紗器。其功能是將樹脂與固化劑等助劑混合噴出并霧化、將纖維按設定長度切斷并分散噴向樹脂的霧化扇面上,由樹脂夾帶纖維落向模具表面,隨噴射方向的移動,在模具表面形成一層疏松的纖維、樹脂混合物。其中,樹脂的噴出速度和纖維的切割速度均單獨可調,從而實現產品要求的纖維含量。不同類型的噴射機,其各組分的混合順序、噴出方式、速度和比例的調整方式可能存在差異,但均可實現上述功能。
下面以應用最為廣泛的柱塞式噴射機為例,對噴射機的各系統原理簡述如下:
一、樹脂輸送系統
該系統主要為液體原料提供足夠的動力,同時可以實現樹脂與固化劑的不同比例設定。實現樹脂等組分的輸送有多種方式,有壓力罐式,有柱塞泵式,有齒輪泵式等,目前應用最多是還是柱塞泵式噴射機。
常用的柱塞泵式噴射機一般只有兩個聯動的柱塞泵,一個用于泵送樹脂液體,另一個作為伺服泵,按設定比例配送固化劑,主要結構如圖所示:

portant; overflow-wrap: break-word !important;">從結構可知,這種設備也幾乎是專為不飽和聚酯樹脂體系設計的,其固化劑的配比范圍為0.5-4%,適合不飽和聚酯樹脂體系,生產過程中,如果還需要加入第三種以上組分,則只能將其它組分預先加入到樹脂中并攪拌均勻后,才能接入噴射機。 portant; overflow-wrap: break-word !important;">樹脂的輸送量由往復氣缸的運行速度決定,而這一速度也是由氣源的壓力和流量決定的,通常情況下,我們控制樹脂的流量都是通過調整馬達的供給氣壓得以實現。而且最終的樹脂流量還與樹脂本身的黏度等有關,實際生產中一般在調整好設備參數后,都要先在容器中試噴一些樹脂,通過稱量來確定噴射的流量或速度。 portant; overflow-wrap: break-word !important;">穩定的固化劑比例是樹脂輸送系統的最關鍵指標,伺服泵是一種經計算的機械聯動泵,理論上可以絕對保證固化劑的配比,結構簡單,成本低,所以被廣泛使用,但由于柱塞泵的結構限制,在泵速過慢或有一定程度磨損,查詢更多復材工藝登錄復材應用技術網,或有臟污時會有內部泄漏的情況發生,造成固化劑的比例不足,所以使用時還要格外注意隨時檢查。為了解決這個問題,也有先進一點的設備,在固化劑的管路中增加流量監測及報警裝置。 portant; overflow-wrap: break-word !important;">柱塞泵是往復泵的一種,往復泵的特點是在往復行程頂點處有短暫的停頓,所以其輸送的液體也會隨之出現脈動現象,新式的噴射機采用在輸出管路中增加一個緩沖罐的方式,來減弱脈動現象,效果不錯。另外,由于樹脂和固化劑是機械式聯動機構,所以脈動也是完全同步的,這對固化劑比例基本無影響,只是影響瞬間的纖維-樹脂比例,實際生產中也很難測出這一影響的程度,故此,噴射機的脈動現象對噴射工藝及制品質量的影響比較小。 portant; overflow-wrap: break-word !important;">壓力罐式的噴射機,有單罐式,有雙罐式。單罐式的很簡單,就是一次性將樹脂所有組分都混合好后,再加入到壓力罐中,加壓,使之通過管路輸送到槍頭。雙罐式是指把樹脂和固化劑分別置入兩個壓力罐,加壓輸送,利用壓力的大小及流通口徑的大小來控制比例,這是一種非常不穩定的控制方法,目前這種設備應用已經很少見到。 portant; overflow-wrap: break-word !important;">齒輪泵式噴射機,這是目前較新形式的機種,這種泵輸送壓力大,不易發生內泄漏,可定量輸送,設備維護次數大大減少,各方面性能較之柱塞泵,均有不同程度的提高,價格偏高。
二、樹脂混合及噴射系統
portant; overflow-wrap: break-word !important;">除預混型壓力罐式噴射機外,其它機型基本都是將樹脂膠液和固化劑兩組分同時輸送到槍頭,內混型槍頭是使兩組分在噴出槍頭之前進行混合,主要由一個靜態混合器來實現;外混型槍頭是兩組分均單獨噴出槍頭,噴出后以霧狀相互交織碰撞,實現混合。兩種槍頭各有優缺點,對比如下: portant; overflow-wrap: break-word !important;">表3-1 內混和外混設備性能比較 portant; overflow-wrap: break-word !important;">
portant; overflow-wrap: break-word !important;">樹脂的噴出一般都是由不同型號的噴嘴來實現的,可根據要求,選用不同流量、不同角度的噴嘴。 portant; overflow-wrap: break-word !important;">三、無捻粗紗切割噴射系統 這里主要介紹玻璃纖維切紗器,噴射機上用的切紗器是一種專用的切紗器,體積小巧,可以固定在噴射槍頭上,隨槍頭運動,其功能主要是將無捻粗紗切成0.5-2英吋長的短切纖維,然后分散噴出與霧狀樹脂碰撞混合,再落到模具表面形成積層。
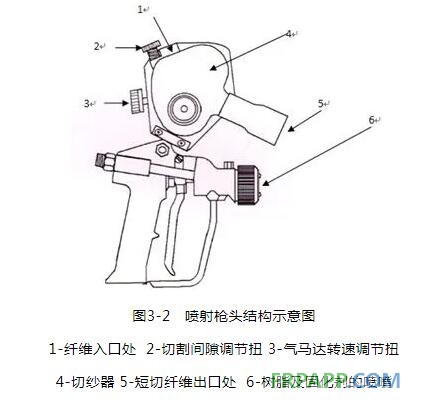
切紗器上可調的參數主要有兩個,一是切紗速度,二是短切紗的長短。切紗速度主要由調節氣動馬達的轉速來控制;纖維的長短主要由刀片的安裝間距來決定,常用的短切紗長度為1英吋,過短時制品強度下降幅度較大,過長時,不易切割和分散,故障率會明顯增加,浸潤困難,生產效率也會受到影響。 切紗器使用中,與刀輪對應的支撐輥會發生磨損,需要定期檢查調校或更換,切紗速度主要由氣馬達的轉速決定,一般在更換設備、更換原材料、更改要求指標時,都要在調好轉速后,用容器分別接盛樹脂和纖維,同時噴射,然后通過稱重來確認纖維含量,再開始噴射產品。

四、其它輔助工具 在玻璃鋼噴射成型工藝中,除毛刷、剪刀有所用處外,廣泛的經常使用的手工工具是壓輥。壓輥的種類很多,就材質來講,有塑料壓輥和金屬壓輥之分,按結構和形狀又有圓柱狀,圓盤異形及柔性與剛性之分。一般壓輥沿軸線設有軸孔,和手柄連在一起的輥軸即穿在軸孔中。柔性壓輥有塑料制成的和鋼絲纏制的螺旋形的,柔性壓輥用于玻璃鋼噴射成型制品的異形曲面,圓柱形壓輥用于產品的平面和柱狀面,其它異形壓輥主要用于產品的溝槽、圓角等處的成型,壓輥的作用是將噴射后蓬松的積層壓實,排出其中的氣泡,壓輥的凸出部分在滾軋纖維的同時,其溝槽結構可以順利的導出氣泡,并且在樹脂偏多的地方,溝槽內還可以蓄積一定量的樹脂,在輥壓其它樹脂少的地方時,會自動釋放以浸漬纖維,故而在一定程度上起到調節含膠量的作用。 總之,噴射成型工藝是一種借助于機械的手工成型工藝,噴射機及輔助工具固然對制品質量會有一定影響,與其它成型工藝相比,噴射操作工的技術素質和認真的態度對制品質量的影響會更大一些。

二、樹脂混合及噴射系統
portant; overflow-wrap: break-word !important;">










 魯ICP備2021047099號
魯ICP備2021047099號