





1、使用前選擇好合適的膠衣類型。
2、使用前應徹底地準備好模具并處理好模具表面。
3、使用前在原桶內充分攪拌膠衣,但速度要慢以免混入氣泡。
4、開始施工前,推薦膠衣和模具的工作溫度在16℃-30℃,理想的模具溫度應該比膠衣溫度高2℃-3℃。這樣,固化后得到一個更光澤豐滿的膠衣表面。
5、車間內相對濕度要低于80%,如濕度大,固化溫度應提高。另外要防止水在模具表面聚集。
6、模具表面需精心拋光并打蠟充分,對新模具應進行預處理,不要使用含硅酮類的脫模蠟。用水溶性脫模劑,必須等其水分蒸發完后再涂裝膠衣。
7、使用時,不要加溶劑稀釋,如丙酮,香蕉水等。如在使用時需較低的粘度,可加入少量的苯乙烯(≤2%)。
8、使用固化劑為MEKP,用量一般在1-2%。如果固化劑的量過高或過低,會影響它的固化度,從而會使得耐水性和耐候性降低。
9、如自加色漿,要確保顏色的均勻性和穩定性。按推薦的量,精確稱量,使用低剪切設備攪拌。
10、當噴射時,為了達到適當的厚度,應噴涂2 到3 遍,這樣也為了獲得更好的脫泡效果。
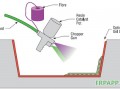
11、噴射膠衣時,選擇合適的噴嘴、噴射壓力和噴射,距離(50-80CM)及垂直方向,噴槍應勻速平移應先,將噴嘴移向模具外,然后再從模具的邊緣向里移動,后一次噴涂路線一定要與前一次路線垂直。噴槍要拿到模具外面停止。
12、為得到一個平滑的膠衣層,噴射厚度為0.4-0.6 毫米,(相當于每平方米500-700 克膠衣),厚度太薄,造成欠固化;太厚,易流掛、開裂和針孔,厚度的測定可使用測厚儀。
13、對于模具困難部分,如深槽,噴槍不能保持合理位置時,則一定要用刷子刷。此區膠凝時間較長,可采取少量通風
14、確保模具有良好的通風,因為苯乙烯單體會起阻聚作用,這是由于苯乙烯的分子量較大,會沉在模具的凹處。
15、一旦膠衣充分固化后(膠衣層用手指點一下只粘手而不附著在手上),進行下一步的操作。









 魯ICP備2021047099號
魯ICP備2021047099號