






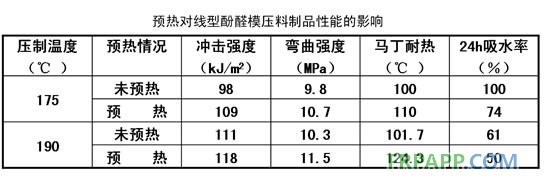
①模壓料預熱目的
提高物料流動性,可預壓成型,便于裝模;
去除物料中大部分的水分和揮發物,提高制品性能;
降低模壓壓力,減少對型腔的磨損,延長模具的使用壽命;
②模具預熱目的
模具溫度與物料預熱溫度基本相同,因此兩者之間不會產生溫度差;
降低模壓壓力,減少對型腔的磨損,延長模具的使用壽命;
縮短固化周期,提高生產效率。
③模壓料的計量
物料量直接影響制品的尺寸精度,量過多,模具無法閉合,制品增厚;量過少,可能無法壓制出所要求的形狀或制品不致密。
目前對模壓料的計量普遍的做法是預先對模具尺寸進行粗略的估算,然后通過試壓,通過性能試驗考核,找出相對合適的裝料量。
裝料量等于模壓料制品的密度×制品的體積,再加上3-5%的揮發物、毛刺等損耗。
制品的體積粗略估算法:
A、形狀、尺寸簡化法:將復雜形狀的制品憑經驗簡化成一系列的標準幾何形狀,同時將尺寸也作相應變更后再進行計算。
B、密度比較法:當模壓料制品有相對應的金屬或其它材料零件時。
C 、鑄型比較法
先在成型制品的金屬模具中,用樹脂、石蠟等鑄型材料,鑄成制品形狀并稱其質量,再按鑄型材料的質量及密度與模壓料密度比較,求出模壓料制品質量。
④ 排氣
在模具閉合后,再將模具開啟一段時間,以排除模內的空氣、水氣及揮發物。排氣一定要在物料尚未塑化時完成。排氣可以縮短固化時間,提高制品的力學性能和電性能。
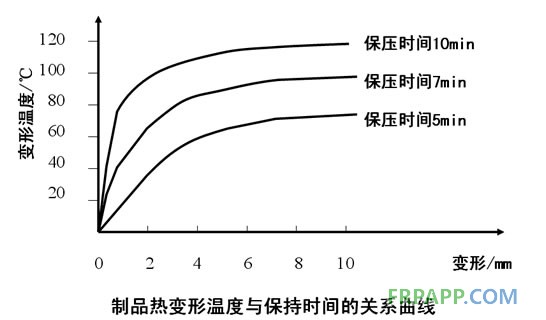
⑤ 保壓時間
樹脂在模內固化的過程始終處于高溫高壓之下,從開始升溫、加壓到固化至降溫、降壓所需要的時間或稱為保持溫度和壓力的時間。
根據樹脂性能制定適當的保壓時間,過長過短均不適宜。過長,延長生產周期,使樹脂交聯過大,導致物料收縮過大,密度增加,樹脂與填料間產生內應力,嚴重時會使制品破裂;過短,導致樹脂固化不完全,降低制品性能,同時制品在脫模后會繼續收縮而出現翹曲現象。
⑥后處理目的
保證制品固化完全;
消除制品的熱應力;










 魯ICP備2021047099號
魯ICP備2021047099號