






模壓工藝參數確定
模壓工藝參數:將模壓料壓制成合格制品所需要的適宜外部條件(溫度、壓力、時間),在生產上稱為壓制制度,包含溫度制度和壓力制度。
(1)溫度制度:包括裝模溫度、升溫速度、最高模壓溫度和恒溫、降溫及后固化溫度等。
裝模溫度:模壓料的揮發物含量高,不溶性樹脂含量低時,裝模溫度低,反之則高;
升溫速度:由裝模溫度到最高壓制溫度的升溫速率。對快速模壓,裝模溫度=壓制溫度,無升溫速度;慢速模壓,應選擇適宜的升溫速度。
最高模壓溫度:主要依樹脂放熱曲線確定。
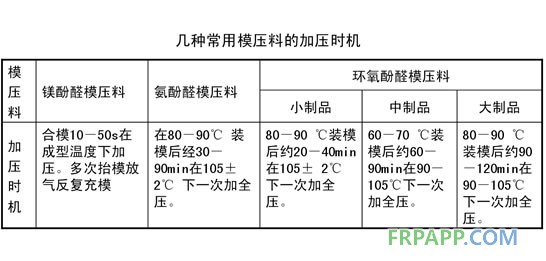
(2)壓力制度:包括成型壓力、加壓時機、放氣等
成型壓力:其作用是克服模壓料的內摩擦及物料與模腔間的外摩擦,使物料充滿模腔;克服物料揮發物的抵抗力及壓緊制品以保證精確的形狀和尺寸。
成型壓力決定因素:模壓料的種類及質量指標;制品結構形狀尺寸;
薄壁制品大于厚壁制品;圓柱形制品大于圓錐形制品;制品結構復雜度。成型壓力高,有利于制品質量提高。但過大的成型壓力,容易損傷纖維降低制品強度。

加壓時機:其作用是克服模壓料的內摩擦及物料與模腔間的外摩擦,使物料充滿模腔;克服物料揮發物的抵抗力及壓緊制品以保證精確的形狀和尺寸。










 魯ICP備2021047099號
魯ICP備2021047099號