






要制作出滿足生產(chǎn)要求的合格芯模,首先必須根據(jù)纏繞制品的幾何尺寸、成型工藝、固化制度、生產(chǎn)批量等因素進行芯模的設計。有了合理可行的設計,才能制作出滿足實際生產(chǎn)需要的芯模。
一、芯模的設計
芯模設計時應綜合考慮以下因素:
(一)、根據(jù)纏繞制品的幾何尺寸、成型工藝、脫模方式、生產(chǎn)批量等因素確定纏繞芯模的材料與結構形式;
(二)、芯模與纏繞設備及固化設備、脫模設備等的連接與匹配;
(三)、大型組裝式芯模需事先制訂好脫模方法及脫模程序;
(四)、芯模總體結構與零部件的設計(包括強度和剛度計算);
(五)、對于大型厚壁制品,需進行內(nèi)部加熱系統(tǒng)的設計;
(六)、芯模價格及加工周期的計算。
二、芯模的制作
(一)、金屬芯模的制作
一般情況下,當產(chǎn)品的內(nèi)徑在SOOmm以下時,可以選用外徑比復合材料管的內(nèi)徑略大的無縫鋼管作為芯模的毛坯,經(jīng)熱處理后,機加工制成合適的芯模。當復合材料管的內(nèi)徑在30mm以下時,可以選用鋁棒或圓鋼經(jīng)機加工制成芯模。當復合材料管的內(nèi)徑較大時,可以考慮鋼板卷焊毛坯或鑄造毛坯再加工的方案。鋼板卷焊毛坯要求所用的鋼板應有良好的變形性能、焊接性能和切削加工性能,常用優(yōu)質碳素鋼板中的20#, 30#鋼等。筒體焊接好后必須進行退火處理,然后再進行機加工。
金屬芯模加工時一般先在車床上車削外圓,再用外圓磨床磨削芯模外表面,對于內(nèi)表面要求較高的復合材料制品,芯模外表面還需進行拋光處理。纏繞芯模的表面粗糙度一般為0.8}1.6o另外,為了便于脫模,對于較長的整體式纏繞芯模應在長度方向設計一定的錐度,錐度的大小要根據(jù)纏繞制品的幾何尺寸、纏繞纖維和樹脂體系的種類等因素來確定。
(二)、石膏芯模的制作
石膏芯模一般均設計支撐結構,石膏刮制層只做外層,尤其是筒身段,很少有采用獨立的石膏殼。端頭部分有時設計成有支撐的復合結構,也有時刮制成獨立的石膏殼。
1、筒體部分的刮制
圖3-4,金屬芯軸上裝有石膏隔板,在隔板外周凹口處裝鋁合金管,用麻繩環(huán)向纏繞捆緊。在麻繩外周澆稀石膏漿糊,刮出所需要尺寸的圓筒形石膏外殼芯模。所刮圓柱直徑尺寸精度均由刮刀控制。金屬刮刀靠支桿調(diào)整尺寸
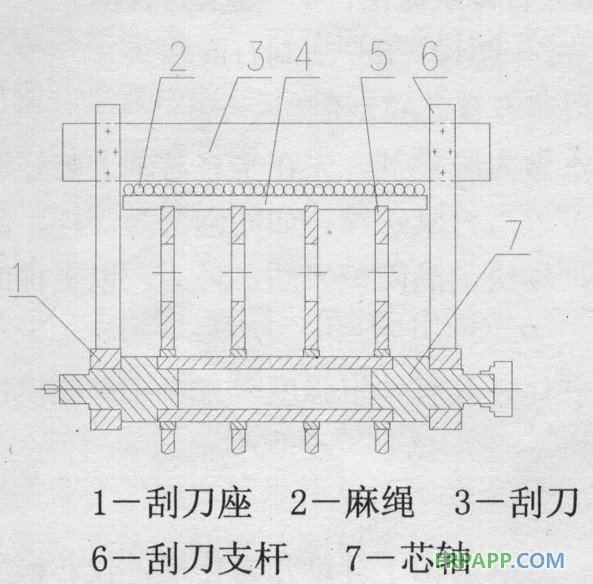
利用這種機構,刮制的芯模精度高,因為刮刀和芯軸聯(lián)在一起同步運動,可以消除旋轉裝置本身產(chǎn)生的同軸度偏差。
筒身石膏掛層刮制速度要快,配石膏漿量要適宜,要很快刮滿筒身。最后,再澆更稀的石膏漿刮光石膏模表面。
2、端部封頭部分刮制
裝配式石膏端頭是在陽模上預制的,如圖3-9,先立垂直芯軸,再砌陽模基臺,在基臺外面刮制石膏水泥層,干燥后再刮制石膏端頭









 魯ICP備2021047099號
魯ICP備2021047099號