






世界石油開采已有近百年歷史,我國石油開采也有幾十年的歷史,因油管腐蝕和結垢堵塞導致油管頻繁更換,使采油成本不斷增加。玻璃鋼管是玻璃纖維增強塑料(FRP)管道的簡稱,它具有質輕、高強、耐腐蝕、不結垢、不結蠟、不易積沙、內壁光滑、流體阻力小的特性,以及具有安裝方便、維修工作量小、管材保溫性能好、不污染水質和使用年限長等優點。因此在世界各國被廣泛地應用于輸送液體介質和解決油田腐蝕等方面。
傳統的纖維纏繞管體是在纏繞成型后,采用“外固化”工藝在固化爐內將熱量通過輻射、傳導和對流等方式傳遞給制件完成固化。新型“內固化”工藝是采用加熱管道內部芯模的方式使復合材料升溫,進而完成其固化成型 。內固化相對于外固化的優點是復合材料在內部熱壓作用下由內向外逐層固化,有利于樹脂流動和氣泡的排出,使材料更加密實;蒸汽、金屬芯模和復合材料間傳熱效率高,可提高固化效率。由于蒸汽加熱不會對芯模產生污染,同時具備溫控范圍寬、不必安裝固定的加熱器以及在工程上易于實現旋轉加熱等優點,因此選用蒸汽作為加熱介質。
1 內固化原理
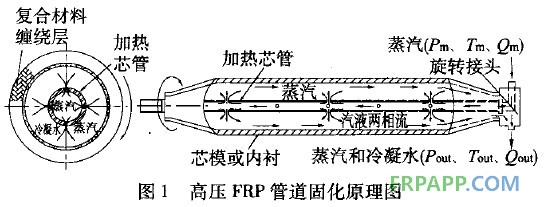
高壓FRP管道固化原理如圖1所示。FRP管體是由熱固性環氧樹脂浸漬過的玻璃纖維束纏繞在可加熱的金屬模腔外表面固化而成。芯模是一個中空的壁厚均勻的金屬管體,芯模和纏繞管體等長,而且是軸對稱的,芯管是通入飽和水蒸氣、壓縮空氣和冷卻水的中空且四周開有小孔的鋼管。當纏繞結束后,通入孔管內腔的蒸汽經過孔管壁的小孔進入芯模外腔,對芯模進行加熱,被加熱的鋼質芯模將熱量傳遞給纖維樹脂纏繞層,當溫度達到一定程度時,纏繞層中樹脂就會逐步升溫、粘度下降、流動遷移,進而凝膠、粘度上升、凝膠結束,進一步交鏈成為三維網狀結構,管道固化時作旋轉運動,以便均勻加熱FRP管體,并防止未固化液態樹脂由于重力作用而聚集于管道下表面。在固化反應完成后,再輸送冷卻介質使芯模迅速冷卻,制品與模具之間因“熱脹冷縮”滯后將產生間隙,以便順利脫模,最后向管道內通入壓縮空氣,將殘留的水分吹干,固化結束。
2 內固化蒸汽加熱系統設計
內固化控制系統管道結構如圖2所示。來自鍋爐的飽和水蒸氣通過閥門1、電控氣動閥2進入芯模內腔,經內腔壁孔進人芯模外腔對芯模加熱,從外腔流出的蒸汽和凝結水分別經閥門7、電控氣動閥8和閥門6進入熱水箱。安放于芯模出口處的溫度傳感器和壓力傳感器檢測溫度和壓力。冷卻水經過閥門4進入芯模,從芯模外腔流出的熱水經閥門5流回冷卻水箱循環利用,冷卻后由水泵送至固化系統,完成芯模冷卻工藝。
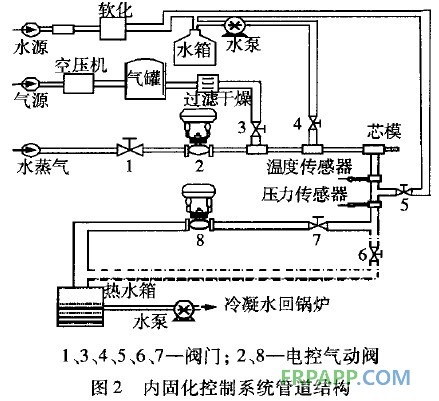
為避免芯模管道結垢,冷卻系統的補充水由自來水經自動軟水器離子交換處理后提供。壓縮空氣由專門的空氣壓縮機供給,經過濾和干燥處理后經閥門3進入芯模,壓縮空氣推動芯模內剩余冷卻水經閥門5流出,進行汽水分離后壓縮空氣排入大氣,實現冷卻后吹掃工藝。
3 內固化控制系統設計
3.1 控制系統硬件設計
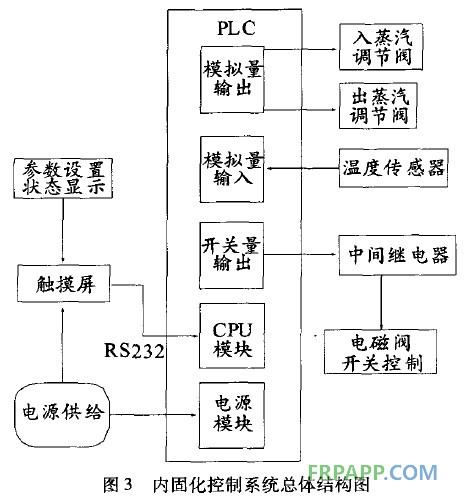
內固化控制系統選用歐姆龍CJ1G型PLC,同時連接3個CJ1W—OC211型數字量輸出模塊、1個CJ1W—DA08C型模擬量輸出模塊、1個CJ1W—AD08I—V1型模擬量輸入模塊。觸摸屏選用臺達DOP—A10THTD1型觸摸屏。通過RS232串口通訊線與PLC相連接。溫度傳感器為PT100型傳感器加溫度變送器(兩線制),輸出電流為4~20 mA,連接PLC的模擬量輸入模塊。調節閥選用西門子智能定位器,與PLC的模擬量輸出模塊相連接。PLC、溫度傳感器、西門子智能定位器形成一個溫度閉環回路,實現了對溫度模擬量的檢測和控制。與PLC相連的觸摸屏可以實現人機互動、狀態顯示、參數下載等功能。基于PLC的內固化控制系統總體結構如圖3所示。
3.2 控制系統軟件設計
(1)PLC程序設計
本系統采用模塊化設計思想分別對觸摸屏和PLC進行程序設計。PLC程序流程如圖4所示。
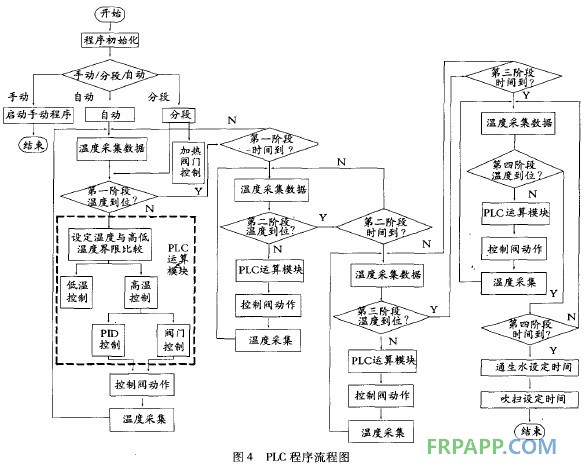
控制系統分為自動、分段和手動3種操作模塊。在手動狀態下可以單獨控制各個閥門的開關,調節閥的開度,范圍在0~100%之間。該階段主要用于預加熱和調試閥門。在分段狀態下分為加熱、冷卻、吹掃3部分,每一部分單獨控制。在分段加熱狀態下可以任意設定加熱溫度來進行加熱處理,與自動階段不同的是在該階段不受時間控制。在分段冷卻和分段吹掃過程中可以單獨根據設定時間來分別進行冷卻處理和吹掃處理。在自動狀態下系統根據設定的加熱參數(每段加熱時間與加熱溫度),自動進行每一階段的加熱處理,此時溫度傳感器將檢測到的溫度值以模擬量的形式送入PLC模擬量輸入模塊,與設定的高低溫度界限值進行比較,確定采取高溫控制模塊或者低溫控制模塊。當進入低溫控制模塊時,通過觸摸屏預先設定4個參數:進氣閥開度和出氣閥開度、溫度波動界限、上升與下降脈沖時間。控制開始時,進氣閥與出氣閥按照設定的開度開啟,定時器記錄上升脈沖時問,上升時間結束后進氣閥關閉進入下降脈沖時間,下降時間結束后進氣閥再次開啟設定的開度,依次循環,當溫度升高到設定溫度與波動溫度的差值時,進氣閥與出氣閥同時關閉。
當進入高溫控制模塊時,與預先設定的溫度值進行比較,啟動PID算法,將運算所得的控制量以模擬量信號的形式發出:一路輸出控制進蒸汽調節閥,另一路輸出將第一路輸出信號取反后控制出蒸汽調節閥,即兩個調節閥的開度是互補的,其開度之和為100%。控制二者開度值就可以控制芯模內蒸汽的壓力從而控制蒸汽的溫度。高溫控制模塊的閥門控制則應用于蒸汽壓力穩定、外界環境變化很小的條件下。當所有加熱時間結束后自動進入冷卻階段,冷卻時問結束后自動進入吹掃階段,當吹掃時間結束后整個自動控制系統結束。
4 結 語
內加熱固化控制系統已應用于高壓FRP管道固化成型,芯模溫度在低于90℃時,蒸汽溫度控制誤差為±5℃,在高于90℃時,蒸汽溫度控制誤差為±2℃ ,可實現直徑350 mm以下的高壓FRP管道內加熱固化。生產實踐表明,內固化工藝生產的管道性能優于外固化管道,采用內加熱固化工藝可實現復合材料管道制備的高效、優質且成本低。







 魯ICP備2021047099號
魯ICP備2021047099號