






硬質聚氨酯( PUR)泡沫塑料具有質量輕、比強度高、隔聲防震、吸水率低、操作簡便等特點,廣泛應用于航空航天、建筑、造船、交通車輛和冷庫等方面,因PUR與金屬、非金屬有較強的粘接力,我們以環氧玻璃鋼為蒙皮,PUR泡沫為芯材制成海上作業小型飛機上使用的玻璃鋼泡沫夾層結構復合材料。為了使復合夾層結構具有良好的整體性和較好的力學性能并簡化制作工藝,我們將以往芯材切割成型并用粘合劑膠接到面板上的工藝,改為向密閉空腔直接灌注的工藝。由于飛機用復合夾層板結構復雜,空腔多且大小厚薄不一,對制作工藝條件及工藝參數的要求非常嚴格。經過對不同形狀的飛機結構部件進行一系列工藝試驗,我們制得具有力學強度高、尺寸穩定性優良的玻璃鋼/聚氨酯泡沫塑料夾層板,找出了最佳上藝條件及工藝參數。
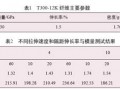
模具的溫度直接影響泡沫塑料的質量及泡沫與蒙皮粘接的好壞二不同厚度的模具,其發泡倍率不同,模具溫度也不一樣。對于型腔較薄的模具(厚度為5-6 mm),空腔體積小,泡沫幾乎朝著一個方向生長,模具溫度太高,泡沫生長過快,表面易形成大的氣孑L,影響泡沫與蒙皮的粘接性;模具溫度過低,泡沫生長慢,形成的泡沫密度偏大。模具溫度一般控制在30 - 35℃。對于型腔較厚的模具,泡沫在向上生長的同時還橫向生長,要求模具溫度相對較高,
一般為40 - 45℃,這時的泡沫密度較均勻,且泡沫與蒙皮粘接性較好。
料溫與環境溫度的高低直接影響制品的質量。一般原料溫度控制在25 - 28℃,環境溫度控制在20- 30°C為宜。若原料溫度較低,化學反應緩慢,泡沫塑料固化時間加長;原料溫度高,化學反應快,泡沫塑料固化時間短,工藝難以控制。溫度過高或過低都得不到高質量的制品。
資料下載:







 魯ICP備2021047099號
魯ICP備2021047099號