





復合材料具有比強度高、比模量高、抗疲勞性能和耐腐蝕性能優良等優點。隨著復合材料的廣泛使用,各種高效低成本的制造方法也不斷出現。如纖維鋪放成型技術、樹脂傳遞模塑技術、樹脂膜熔滲技術、自動纏繞技術等得到了迅速發展和應用[1-4]。其中纖維鋪放成型技術具有自動化程度高,復雜型面構件加工能力強等特點。目前纖維鋪放技術多采用熱固化成型方式,即復合材料預成型件需要在熱壓罐中進行固化處理,一方面對復合材料預成型件的模具要求很高,要采用比較昂貴的INVAR合金制造[5];另一方面所制造的復合材料構件的大小受熱壓罐容積限制,而熱壓罐設備成本很高,技術條件復雜,因此制造靈活性差,前期投資巨大。另外熱壓罐固化存在著設備占用面積大、能耗高,固化時間長、設計不夠靈活等缺點[6]。
目前,研究人員主要從微波固化、電子束固化、紫外光固化等幾個方面著手,以期能夠尋找到一種新的固化工藝。Christian Hunyar等從理論和數值模擬方面對微波固化復合材料過程進行研究,并通過試驗對模擬結果進行了驗證[7]。孫曉峰等對采用微波固化修復不同基體材料損傷的工藝方法進行了研究,表明微波固化具有較好的實用性能[8]。Anthony J.Berejka, Morris A.Johnson等人詳細介紹了電子束固化復合材料在航空航天領域的應用,提出電子束固化復合材料是非常有市場前景的一種制造方式[9], Daniel L.Goodman等將電子束固化技術和纖維鋪放技術結合,對原位電子束固化復合材料的性能進行了研究[10]。包建文等也介紹了電子束復合材料的研究進展,并對電子束固化樹脂體系展開了研究[11]。P.Compston 等的研究表明光固化復合材料不但具有優異的機械性能,而且環保性能良好[12] 。劉成武等采用光固化復合材料對飛機蒙皮進行修復,認為該技術具有簡單易行、修補強度高、通用性強等特點[13]。傳統的紫外光源大多采用高壓汞燈,高壓汞燈發光效率較低,外形尺寸較大,發熱大,光斑聚焦困難且不易控制。隨著光源器件的發展,新型的UV-LED具有發光效率高、功率大、光譜純度高、聚焦效果好、體積小、成本低、環保等優點[14]。
在以上文獻研究的基礎上,本課題把UV-LED光固化技術與復合材料纖維鋪放技術相結合,提出一種原位光固化復合材料纖維鋪放制造方法。
原位光固化纖維鋪放制造原理
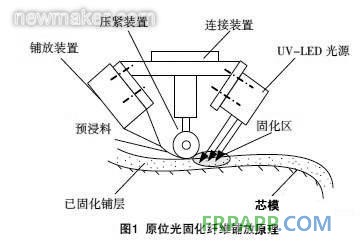
原位光固化纖維鋪放的工作原理如圖1所示。首先,纖維鋪放裝置將浸潤有光敏樹脂的玻璃纖維預浸料輸送至芯模/ 已固化鋪層表面,然后壓緊裝置將預浸料壓緊在芯模/ 已固化鋪層表面,接著由UV-LED光源對預浸料進行照射使其固化,經過若干層的鋪放和固化,完成復合材料構件的制作,實現原位光固化復合材料制造。
復合材料固化所采用的紫外光光源為大功率LED光源,最大輸出光功率2000mW/cm2,輸出紫外光波長365±10nm,有效照射距離為5~50mm,具有50%~100%模擬調光性能。
由于固化光源采用的是UVLED點光源,固化時必須將點光源匯聚成一條光斑,通過安裝調整機構,使每個UV-LED點光源的光斑按照一定的位置和距離排列,從而形成具有一定寬度和長度的矩形光斑。在固化光源調整機構中UVLED點光源分為兩排,每一排光源都可以旋轉,從而形成一定的角度,使UV-LED光源聚焦在同一平面上。UV-LED點光源間交錯排列,從而能夠避免光斑相互干涉。每一個UVLED點光源可以在安裝支架中上下移動,自由轉動,用以調整焦距和點光斑形狀,獲得理想的組合光斑形狀和均勻的光強分布。
在復合材料固化過程中,如果固化光斑光強分布不均勻,將造成復合材料固化程度的不均勻,從而導致復合材料構件性能下降,因此固化光斑光強分布的均勻性是衡量固化光源的一個重要指標。

纖維鋪放機
纖維鋪放機采用工業機器人作為鋪放動作的主要執行機構,以此為基礎來構建整個制造系統。圖3是該纖維鋪放機樣機。它包括在制構件支撐機構、鋪放執行機構、原材料供給機構、控制及輔助機構、鋪放頭機構等。

圖3 纖維鋪放機樣機
鋪放執行機構包括:工業機器人、機器人移動工作臺。通過工業機器人來執行鋪放指令。將工業機器人安裝在移動工作臺上,擴大機器人的工作區域,使鋪放機能夠加工更大的工件。
原材料供給機構主要是指預浸料的存儲及輸送裝置,該裝置將預浸料保存在設定的環境中,并輸送至鋪放頭,通過鋪放頭將預浸料鋪放到芯模表面。
控制及輔助機構主要是指機器人控制柜,壓縮空氣源等起輔助作用的裝置,它們也是鋪放機中非常重要的環節。
鋪放頭是鋪放機的核心部件,它的作用是將預浸料鋪放到芯模表面,相當于人的雙手,是整個設備最重要的執行機構。鋪放頭包括:固化光源、鋪放機構、壓緊機構、連接機構。鋪放機構能夠完成重送、剪斷、夾持預浸料的功能,壓緊機構將從鋪放機構中輸送出的預浸料壓緊在芯模表面。連接機構將紫外燈固化光源,鋪放機構,壓緊機構同鋪放機器人連接在一起。
控制及軟件系統
纖維鋪放機的控制系統如圖4所示,主要由兩部分組成。一部分是鋪放頭的控制,包括輸送、壓緊、剪切夾持等機構的動作控制,以及固化光源控制、壓緊力控制、預浸料輸送速度控制等。另一部分是對機器人系統的控制,包括六自由度機器人控制和兩軸機器人及芯模聯動系統控制。控制的核心問題是如何實現多系統的協同控制,使纖維鋪放機按照規劃的鋪放路徑進行工作,完成復合材料構件的制造。

采用的材料包括:環氧丙烯酸CN104A80,改性環氧丙烯酸CNUVE151,聚氨酯丙烯酸酯CN965,HDDA(1,6- 乙二醇二丙烯酸酯),TMPTA(三羥甲基丙烷三丙烯酸酯),光引發劑-184,E- 玻璃纖維,偶聯劑Z-6030(3-γ-( 甲基丙烯酰氧) 丙基三甲氧基硅烷)。
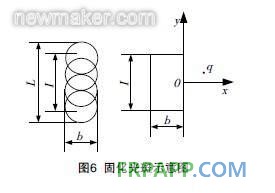
設UV-LED光斑光強均勻分布,其光斑形狀近似矩形,寬度為b,長度為L,取其有效長度l,如圖6所示。由于光強均勻分布,固化過程中,在一定的輻照高度下,紫外光照射功率P 不變,光斑照射面積S 不變,所以光斑的輻照度Hc=P/S=常數。
設在預浸上有任意點q,如圖6所示,當光源進行掃描固化時, q 受到輻照,其曝光量

本文采用高強度玻璃纖維和光敏樹脂制造光固化復合材料,考慮玻璃纖維的透光性,暫忽略其對紫外光的吸收,將光固化復合材料簡化為均勻的透光材料。所采用的液態光敏樹脂對紫外光的吸收符合Lambert- Beer 定律[15],結合式(1),得到臨界曝光量在液態光敏樹脂中的分布:
由式(2)可知,當固化深度z → 0 時,可以獲得固化某一種光敏樹脂的最大掃描速度

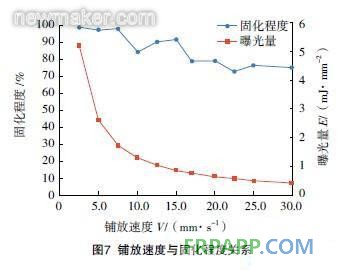
實驗結果和討論:由圖7可知,隨著鋪放速度的提高,復合材料試件的固化程度逐漸降低;同時,復合材料試件的曝光量越來越小。這主要是因為,鋪放速度加快,導致固化光斑照射試件的時間減少,從而造成了試件曝光量低,導致試件不能夠完全固化。當鋪放速度在7.5mm/s,預浸料曝光量達到1.73mJ/mm2時,復合材料試件能夠完全固化。


為了降低制造成本,克服傳統熱壓罐固化技術對于大尺寸構件制造存在的問題,把紫外光固化技術與纖維鋪放制造技術相結合,并以玻璃纖維增強樹脂基復合材料的制造為例,研究了紫外光原位固化纖維鋪放制造工藝的可行性。
通過調整紫外光參數和鋪放速度參數,制備了相應的NOL 環測試件和層合板樣件。研究結果表明紫外光原位固化纖維鋪放制造工藝是可行的。為了盡快工業化這一方法,高效可靠的纖維鋪放機構、高性能紫外光固化樹脂基體,以及制造工藝優化等方面還需要進一步研究。(end)







 魯ICP備2021047099號
魯ICP備2021047099號