






第三章 建造工藝
3.1模具
3.1.1生產(chǎn)條件
3.1.1.1原材料貯存
原材料的貯存除應(yīng)符合原材料生產(chǎn)廠的有關(guān)規(guī)定外,還應(yīng)符合下列規(guī)定:
(1)樹脂和添加劑應(yīng)儲存于密閉的容器內(nèi),并置于低溫、干燥和避光的貯藏室中。
(2)纖維增強(qiáng)材料應(yīng)儲存在干燥、無塵和溫度變化不大的場所,不可儲存在溫度會驟變的場所。
(3)引發(fā)劑與促進(jìn)劑應(yīng)分開貯存。
3.1.1.2車間環(huán)境
(1)成型車間、配料間和原材料儲存間應(yīng)為具有堅固結(jié)構(gòu)的建筑物。
(2)建造船體和主要構(gòu)件的成型車間應(yīng)能確保成型時溫度和濕度的基本穩(wěn)定。
(3)成型車間溫度應(yīng)保持在10 32℃之間。
(4)成型車間內(nèi)空氣的相對濕度應(yīng)不超過85 %,并應(yīng)保持平穩(wěn),避免結(jié)露和凝霧。
(5)通風(fēng)調(diào)節(jié)設(shè)備和溫濕度計在整個樹脂固化期內(nèi)均應(yīng)處于良好狀態(tài)。
(6)成型車間應(yīng)有良好的照明,但應(yīng)避免自然光和人工照明對樹脂固化產(chǎn)生影響。
3.1.2成型工藝
3.1.2.1成型車間
(1)成型車問應(yīng)有良好的照明,并具有通風(fēng)設(shè)備,但應(yīng)避免陽光和人工照明直接照射而影響樹脂的正常固化。
(2)成型車問的溫度在10℃-32℃之間,相對濕度應(yīng)在40% ~85%之間,并保持穩(wěn)定。
3.1.2.2成型模具
(1)成型模具應(yīng)具有足夠剛度和強(qiáng)度,且不易變形。模具的尺寸、光潔度應(yīng)滿足產(chǎn)品的要求。
(2)模具應(yīng)清潔干燥,且脫模容易。
(3)脫模劑應(yīng)均勻地涂于模具表面,嚴(yán)禁遺漏。
3.1.2.3配膠與涂膠
(1)成型前必須進(jìn)行凝膠試驗,以確定合適的樹脂最佳配比。
(2)表面膠衣樹脂的厚度應(yīng)在0.4~0.6mm之問,且應(yīng)厚度均勻。
(3)配膠時,樹脂中加入引發(fā)劑和促進(jìn)劑后應(yīng)逐一攪拌均勻,嚴(yán)禁引發(fā)劑直接與促進(jìn)劑接觸。一次配膠量不宜過大。
(4)成型應(yīng)在膠衣樹脂初步凝膠后較短時問內(nèi)進(jìn)行。
3.1.2.4手糊成型工藝
(1)糊制層板的每層增強(qiáng)材料時,應(yīng)使樹脂涂敷均勻并充分浸漬增強(qiáng)材料以獲得預(yù)定樹脂含量。
(2)應(yīng)嚴(yán)格控制每層樹脂的用量。各鋪層之間的樹脂含量應(yīng)均勻,以保證層板的厚度和質(zhì)量。層板的厚度偏差不得大于5%0
(3)鋪排纖維增強(qiáng)材料層時應(yīng)盡量減少接縫的數(shù)目,同一層纖維增強(qiáng)材料片邊緣可采用搭接或?qū)拥姆椒ㄟB接。不同層的接縫應(yīng)錯開100mm,五層之內(nèi)接縫應(yīng)不重疊。若采用搭接時,搭接的寬度應(yīng)不小于50mm。纖維增強(qiáng)材料層少于五層的層板不應(yīng)采用對接方式。
(4)糊制過程中,應(yīng)消除氣泡,避免增強(qiáng)材料片滑移。如果發(fā)現(xiàn)有纖維裸露、缺膠和積膠等妨礙使用的缺陷,應(yīng)在糊制下一層增強(qiáng)纖維前修補(bǔ)完好。
(5)使用環(huán)氧樹脂時,船廠應(yīng)制訂手糊工藝的補(bǔ)充規(guī)定,以防止缺陷,保證質(zhì)量。
3.1.2.5噴射成型工藝
(1)纖維和樹脂噴射成型法僅在噴射法施工易于保證成型良好的結(jié)構(gòu)面上使用。
(2)噴射設(shè)備在使用前應(yīng)進(jìn)行校準(zhǔn),以保證噴出的纖維百分比符合預(yù)定的要求。在操作期間還應(yīng)定時校驗,以保證纖維長度和層板成份。
(3)當(dāng)采用噴射成型工藝時,應(yīng)采取消除氣泡的措施。當(dāng)噴射纖維量達(dá)600g/mm2時,應(yīng)使用滾壓法或其他方法消除氣泡。
3.1.2.6真空成型工藝
將玻璃纖維布和氈干鋪在陰模上,合上陰模,抽出模具內(nèi)空氣,然后沿分布在模具周圍的若干注射點(diǎn)定量注入樹脂,待樹脂固化后即可開模脫下。用這種工藝建造的船舶重量較輕,樹脂較少,船體內(nèi)外光潔,厚度均勻,船體分層破壞的可能性極小,這種方法的主要特點(diǎn)是自動化程度高、污染少、船體殼板中氣泡含量低。
3.1.3 脫模
(1) 模制件鋪敷完成后,在與殼體鋪敷相當(dāng)?shù)沫h(huán)境下,殼體在模具中擱置時間不少于48h。
(2)船體的脫模應(yīng)在其巴氏硬度大于或等于40后及加強(qiáng)材、隔艙板成型安裝后進(jìn)行,其余大型構(gòu)件也應(yīng)在加強(qiáng)材成型固化后方可脫模。
(3)脫模后,模具和制品應(yīng)放在支架上,避免生產(chǎn)變形。
3.2結(jié)構(gòu)與板材連接
3.2.1鋪層工藝
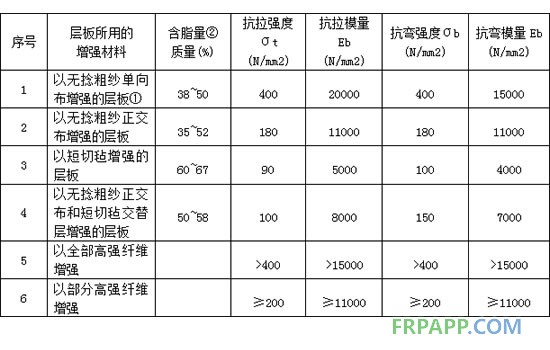
以玻璃纖維及其制品增強(qiáng)的層板試件應(yīng)符合下表的要求
3.2.2結(jié)構(gòu)細(xì)則
船體的連接可采用現(xiàn)場糊制、粘接或機(jī)械連接等方法。當(dāng)骨材交叉時,應(yīng)在大骨材上開孔,使小骨材連接通過,當(dāng)骨材尺寸相近時,一般應(yīng)使縱向骨材保持連續(xù)。骨材相交處應(yīng)選用氈片或氈布交替鋪層連接。
3.2.2.1甲板與舷側(cè)板的連接
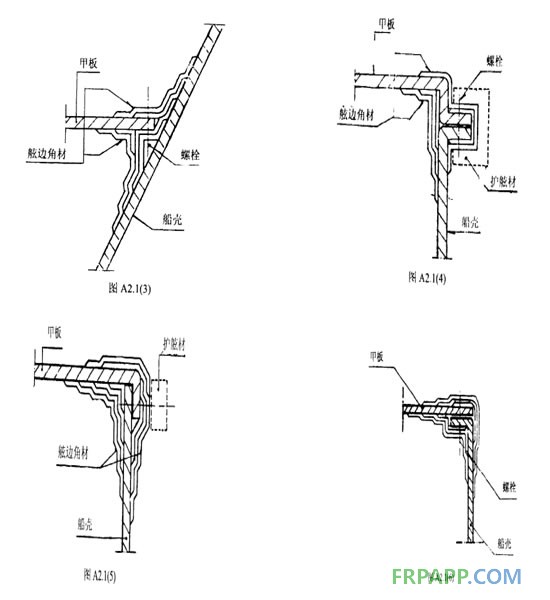
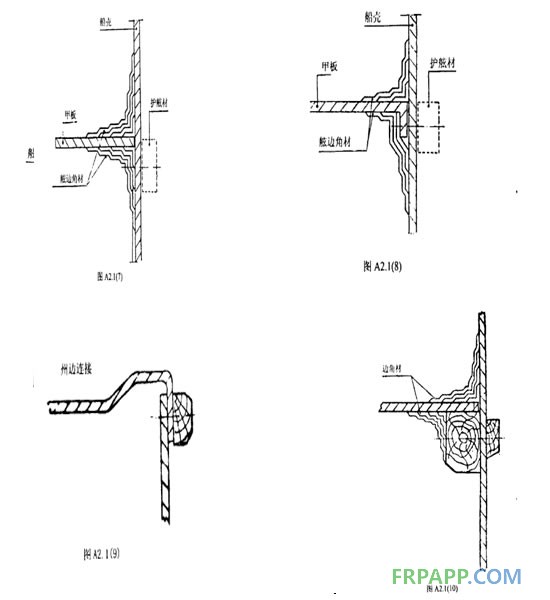
(1)甲板與舷側(cè)板的連接除應(yīng)保證結(jié)構(gòu)的完整性以承受總縱彎矩之外,還應(yīng)能承受由甲板局部載荷造成的角變形。甲板與舷側(cè)板的連接示例見圖A2.1(1)至圖A2.1(12)
船體的連接可采用現(xiàn)場糊制、粘接或機(jī)械連接等方法。當(dāng)骨材交叉時,應(yīng)在大骨材上開孔,使小骨材連接通過,當(dāng)骨材尺寸相近時,一般應(yīng)使縱向骨材保持連續(xù)。骨材相交處應(yīng)選用氈片或氈布交替鋪層連接。
3.2.2.1甲板與舷側(cè)板的連接
(1)甲板與舷側(cè)板的連接除應(yīng)保證結(jié)構(gòu)的完整性以承受總縱彎矩之外,還應(yīng)能承受由甲板局部載荷造成的角變形。甲板與舷側(cè)板的連接示例見圖A2.1(1)至圖A2.1(12)
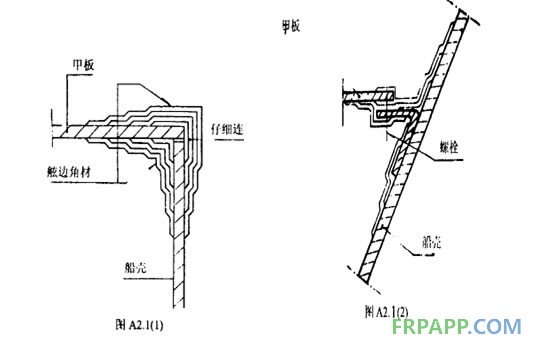
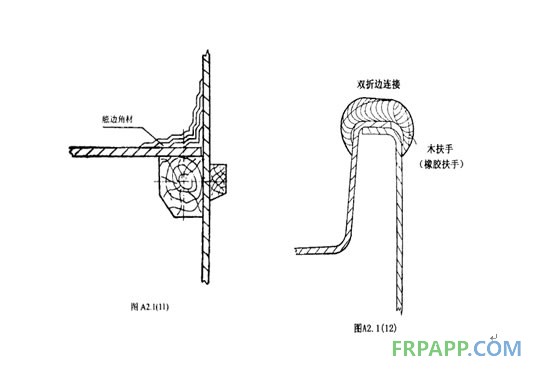
(2)通常甲板與舷側(cè)板的連接程序為:先將板甲與舷側(cè)板連接,接著鋪敷角材,然后再鋪敷與之正交的橫梁和肋骨。
3.2.2.2骨架構(gòu)件之間的連接
(1)骨架構(gòu)件之間的連接(如橫梁與肋骨的連接)可采用機(jī)械連接和粘接兩種方式。
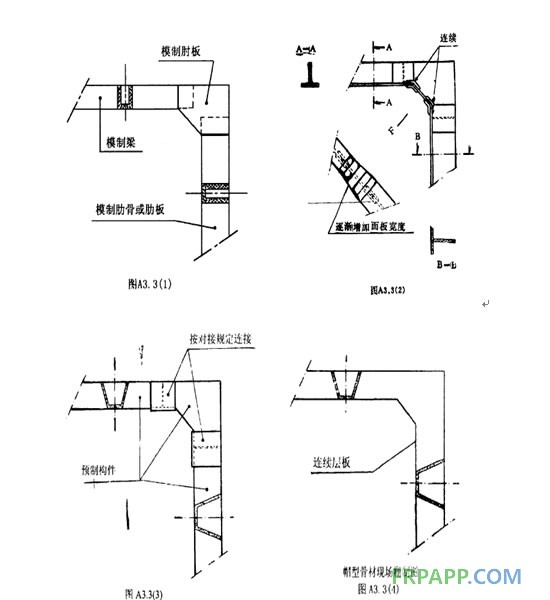
(2)骨架構(gòu)件之間的連接可分為有肘板型和無肘板型兩種。為了增加角部連接的剛性,一般多采用有肘板的骨架構(gòu)件連接形式。
(3)預(yù)制肘板的組裝見圖A3.3(1)所示;
(4)單腹板骨材的角接,在面板寬度不同時應(yīng)逐漸過渡,見圖A3.3(2)所示;
(5)預(yù)制骨材按對接規(guī)定組裝的連接方式,見圖A3.3(3)所示;
(6)帽型骨材現(xiàn)場糊制有肘板角連接的方式,見圖A3.3(4)所示;
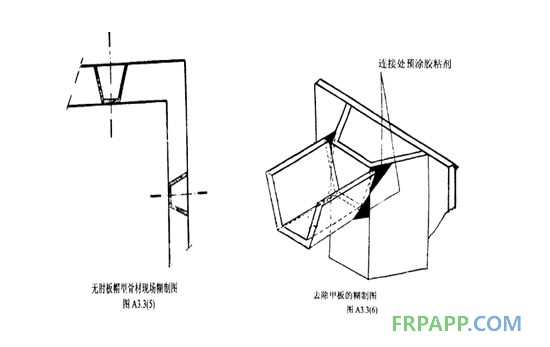
(7)帽型骨材現(xiàn)場糊制無肘板角連接的方式,見圖A3.3(5)所示去除甲板后,其節(jié)點(diǎn)連接如圖A3.3(6)所示。
3.2.2.2骨架構(gòu)件之間的連接
(1)骨架構(gòu)件之間的連接(如橫梁與肋骨的連接)可采用機(jī)械連接和粘接兩種方式。
(2)骨架構(gòu)件之間的連接可分為有肘板型和無肘板型兩種。為了增加角部連接的剛性,一般多采用有肘板的骨架構(gòu)件連接形式。
(3)預(yù)制肘板的組裝見圖A3.3(1)所示;
(4)單腹板骨材的角接,在面板寬度不同時應(yīng)逐漸過渡,見圖A3.3(2)所示;
(5)預(yù)制骨材按對接規(guī)定組裝的連接方式,見圖A3.3(3)所示;
(6)帽型骨材現(xiàn)場糊制有肘板角連接的方式,見圖A3.3(4)所示;
(7)帽型骨材現(xiàn)場糊制無肘板角連接的方式,見圖A3.3(5)所示去除甲板后,其節(jié)點(diǎn)連接如圖A3.3(6)所示。
3.2.2.3艙壁與船殼的連接。
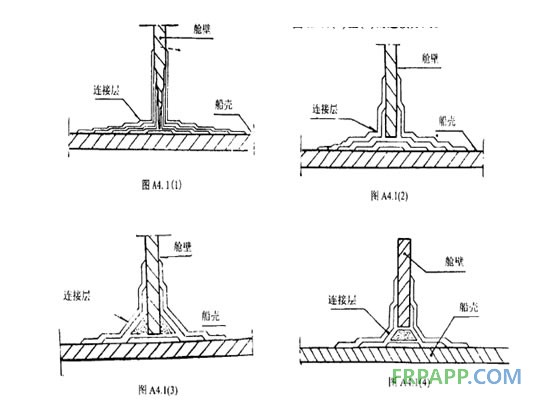
(1)艙壁與船殼的連接處為船體受總縱彎曲變形時的剛性點(diǎn),為減少其連接剛性而使其在小變形時的應(yīng)力分布較均勻,建議采用圖A4.1(1)至(4)的連接方式。
(1)艙壁與船殼的連接處為船體受總縱彎曲變形時的剛性點(diǎn),為減少其連接剛性而使其在小變形時的應(yīng)力分布較均勻,建議采用圖A4.1(1)至(4)的連接方式。
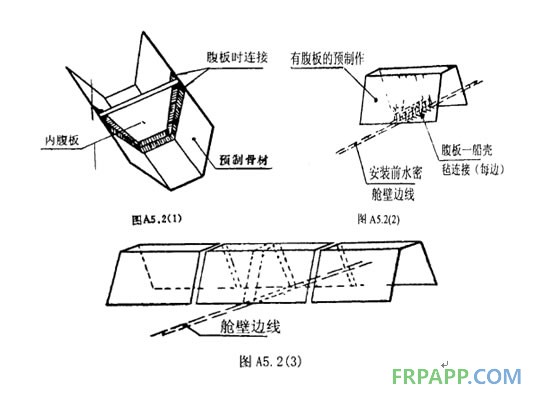
3.2.2.4水密艙壁與骨材的連接
(1)為了保證水密艙壁在破艙情況下保持水密,對穿過艙壁的連接帽型骨材和其他骨材本身也應(yīng)在水密艙壁處是水密的。
(2)圖A5.2(1),(2),(3)顯示了裝有水密內(nèi)隔板的帽型骨材的裝配方法。水密艙壁與帽型骨材的連接應(yīng)是將帶有腹板的帽型骨材預(yù)制件先在船殼底板上裝好,然后再進(jìn)行艙壁定位。
3.2.2.5支柱
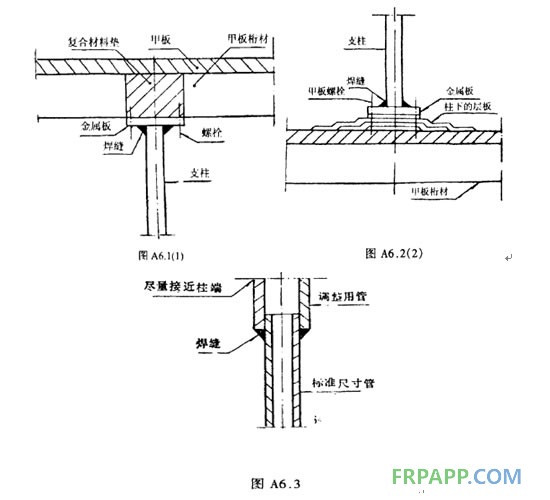
(1)纖維增強(qiáng)塑料船可以使用金屬支柱,為此應(yīng)考慮鋼、鋁等金屬支柱及其連接板在纖維增強(qiáng)塑料上的安裝,應(yīng)制定工藝措施。
(2)安裝金屬支柱時,支柱上下端與復(fù)合材料連接的金屬板必須先與支柱焊接成一個整體,不允許先裝金屬板再焊上金屬支柱,見圖A6.2所示。
(3)當(dāng)采用管子套管子來調(diào)整支柱長度時,應(yīng)盡量在金屬支柱一端進(jìn)行調(diào)整。調(diào)好尺寸后,卸下焊畢后再安裝,見圖A6.3所示。
(1)纖維增強(qiáng)塑料船可以使用金屬支柱,為此應(yīng)考慮鋼、鋁等金屬支柱及其連接板在纖維增強(qiáng)塑料上的安裝,應(yīng)制定工藝措施。
(2)安裝金屬支柱時,支柱上下端與復(fù)合材料連接的金屬板必須先與支柱焊接成一個整體,不允許先裝金屬板再焊上金屬支柱,見圖A6.2所示。
(3)當(dāng)采用管子套管子來調(diào)整支柱長度時,應(yīng)盡量在金屬支柱一端進(jìn)行調(diào)整。調(diào)好尺寸后,卸下焊畢后再安裝,見圖A6.3所示。
3.2.2.6穿過船殼的金屬構(gòu)件與船殼的連接
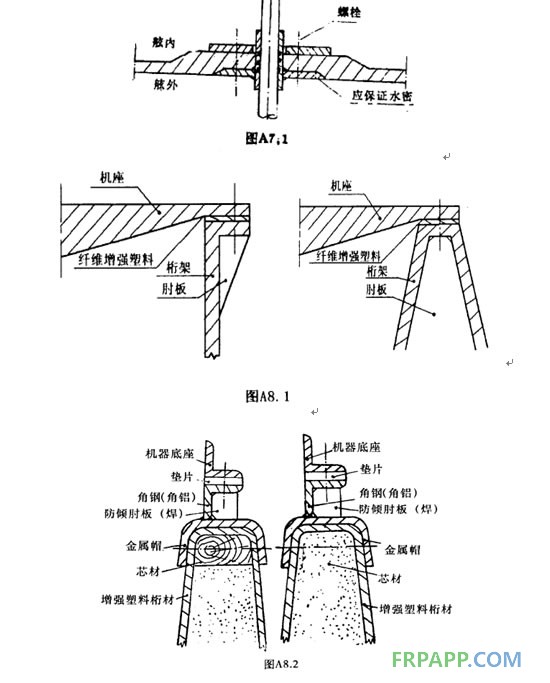
(1)在金屬構(gòu)件穿過船體殼板的部位,特別是如舵桿、尾軸架、軸系等位于水線以下的和有可能受到振動影響的部位,均應(yīng)認(rèn)真考慮,仔細(xì)設(shè)計。通常對這些部位應(yīng)采用增加殼板厚度或增設(shè)扶強(qiáng)構(gòu)件的方法予以加強(qiáng)。對由金屬件引起垂直于殼板的作用力,應(yīng)由增設(shè)的構(gòu)件承受。圖A7.1是一個金屬構(gòu)件穿過船體殼板的一個實(shí)例。先將一塊板與穿過層板的金屬構(gòu)件焊在一起,然后裝配到位,在層板的另一面套上一個墊環(huán),用螺栓夾緊。
(2)所有的連接界面應(yīng)精心加工,并符合裝配要求。同時應(yīng)選擇適應(yīng)金屬和纖維增強(qiáng)塑料的樹脂(也可加人增強(qiáng)材料),以保證連接后的強(qiáng)度和水密性。
3.2.2.7機(jī)座結(jié)構(gòu)
(1)機(jī)座應(yīng)安裝在專門設(shè)計的基座縱析的構(gòu)架上,并保證其具有良好的剛性,圖A8.1給出了兩種實(shí)用的機(jī)座結(jié)構(gòu)形式。
(2)機(jī)座結(jié)構(gòu)也可以采用在纖維增強(qiáng)塑料構(gòu)件上加裝金屬帽的結(jié)構(gòu),見圖A8.2所示。安裝金屬帽的螺栓處可以使用木質(zhì)芯材。
(1)在金屬構(gòu)件穿過船體殼板的部位,特別是如舵桿、尾軸架、軸系等位于水線以下的和有可能受到振動影響的部位,均應(yīng)認(rèn)真考慮,仔細(xì)設(shè)計。通常對這些部位應(yīng)采用增加殼板厚度或增設(shè)扶強(qiáng)構(gòu)件的方法予以加強(qiáng)。對由金屬件引起垂直于殼板的作用力,應(yīng)由增設(shè)的構(gòu)件承受。圖A7.1是一個金屬構(gòu)件穿過船體殼板的一個實(shí)例。先將一塊板與穿過層板的金屬構(gòu)件焊在一起,然后裝配到位,在層板的另一面套上一個墊環(huán),用螺栓夾緊。
(2)所有的連接界面應(yīng)精心加工,并符合裝配要求。同時應(yīng)選擇適應(yīng)金屬和纖維增強(qiáng)塑料的樹脂(也可加人增強(qiáng)材料),以保證連接后的強(qiáng)度和水密性。
3.2.2.7機(jī)座結(jié)構(gòu)
(1)機(jī)座應(yīng)安裝在專門設(shè)計的基座縱析的構(gòu)架上,并保證其具有良好的剛性,圖A8.1給出了兩種實(shí)用的機(jī)座結(jié)構(gòu)形式。
(2)機(jī)座結(jié)構(gòu)也可以采用在纖維增強(qiáng)塑料構(gòu)件上加裝金屬帽的結(jié)構(gòu),見圖A8.2所示。安裝金屬帽的螺栓處可以使用木質(zhì)芯材。









 魯ICP備2021047099號
魯ICP備2021047099號