






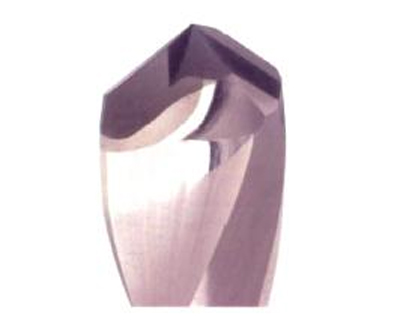
圖4 Walter Titex PCD
這些國外刀具雖然很好地提高了刀具壽命及鉆孔質量,但刀具對機床設備的要求比較高,需要在數控加工中心上應用,且價格昂貴,為同尺寸國產硬質合金刀具的10多倍。
我國目前還沒有鉆削碳纖維增強復合材料的專用刀具。復合材料應用部門目前主要采用YG類硬質合金麻花鉆,如YG6X、YG8和Y330。這種刀具制造簡單,成本低,易于刃磨,對機床設備要求低。但使用壽命低,一般鉆削30~40個孔后,就需要進行刃磨。為了提高刀具的使用壽命,一些刀具廠商對刀具進行表面涂層處理,如氮鋁化鈦涂層和金剛石涂層。
試驗內容
鉆削碳纖維增強復合材料,一般采用高轉速和低進給量。本試驗采用高速臺鉆Z4006A,具有1370r/min、3700r/min、6900r/min、10000r/min 四級轉速,滿足鉆削時高轉速的要求。為了全面研究各類工藝參數對鉆削軸向力和制孔質量的影響,作者對該鉆床進行了改進。在鉆床上加上步進電機實現鉆床自動進給功能,進給量可大范圍調整。圖5為碳纖維增強復合材料鉆削軸向力測量平臺示意圖。
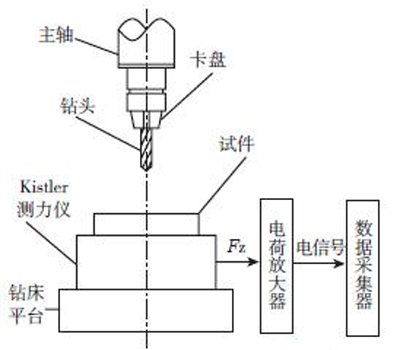
圖5 軸向力測量平臺示意圖
鉆頭鉆削碳纖維增強復合材料時,產生一個向下的軸向力,Kistler9257A測力儀將力信號轉換成電信號,經Kistler5019電荷放大器放大后,由數據采集器和專用測力軟件3010DEWE在計算機上形成動態軸向力曲線圖,如圖6所示(主軸轉速n=6900r/min,進給量f=0.01mm/r)。
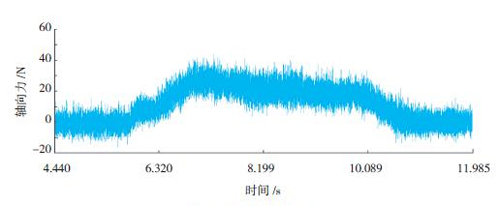
圖6 動態軸向力曲線圖
主要從刀具和鉆削參數2方面對復合材料的鉆削工藝進行了研究。刀具包含刀具材質和幾何參數;鉆削參數包含主軸轉速和進給量。由于切削液對復合材料的性能有不良的影響,所以在鉆削碳纖維增強復合材料時,一般采用干切削的方法。
試驗選用的刀具主要有YG8、Y330 和Y330(涂層),其中涂層為金剛石涂層。3種鉆頭鉆型均為標準麻花鉆。鉆削材料為4.4mm 厚的碳纖維增強復合材料板,鋪層方向:[45/0/-45/90]3S。試驗中,為消除鉆頭磨損的影響,除特別說明外,每支鉆頭只鉆一個孔,為防止出口劈裂,在鉆頭出口側墊聚氯乙烯硬塑料板。







 魯ICP備2021047099號
魯ICP備2021047099號